Lucrarea de tastare a TP (conform lui A.P. Sokolovsky) este împărțită în două etape. Prima etapă a tipificării TP este clasificarea pieselor mașinii. Principalele caracteristici ale clasificării sunt configurația piesei, scopul acesteia și sarcinile tehnologice în timpul producției. Piesele supuse prelucrarii sunt împărțite în trei tipuri principale: piese rotative, piese cu mai multe axe, piese plane. Aceste trei tipuri sunt împărțite în 15 clase; în cadrul fiecărei clase, părțile sunt împărțite în grupuri, subgrupe și tipuri. Mai mult, la fiecare nivel de clasificare se stabilește identitatea pieselor combinate (Fig. 5.3).
Clasificarea prevede gruparea pieselor care sunt similare ca design, dimensiune, greutate și TP general. Sarcina principală a clasificării este de a aduce întreaga varietate de piese de prelucrat, suprafețe și combinațiile acestora la un număr minim de tipuri pentru care poate fi dezvoltată prelucrarea standard TP. Munca de clasificare a pieselor este combinată cu unificarea și standardizarea designurilor acestora.

Acest lucru face posibilă mărirea loturilor de piese, utilizarea tehnologiei mai avansate în producția lor și reducerea gamei de instrumente de tăiere și măsurare. A doua etapă de tipificare este dezvoltarea unui TP general general, cu stabilirea unor secvențe standard și a conținutului operațiilor, a schemelor de bază și a proiectelor de echipamente. Un tip de piesa are acelasi traseu tehnologic pentru toate piesele de acest tip, pe baza caruia se dezvolta un proces tehnologic standard. TP tipic este un proces tehnologic caracterizat prin unitatea de conținut și succesiunea majorității operațiunilor și tranzițiilor tehnologice pentru un grup de produse - piese cu caracteristici de proiectare comune. Un TP tipic într-un mediu de producție specific este dezvoltat pentru un reprezentant tipic al unui grup de produse - un produs standard care aparține unui grup de produse care sunt similare ca configurație și are cel mai mare număr de caracteristici de design și tehnologice ale acestui grup. TP pentru fabricarea pieselor dintr-un grup se realizează pe echipamente omogene folosind același tip de echipamente tehnologice.
Tehnologia standard are scopul de a asigura o varietate minimă de TP și mijloace tehnologice prin reducerea rezonabilă a numărului acestora la un număr limitat de tipuri, ceea ce duce la dezvoltarea standardelor pentru TP standard. Aceasta, la rândul său, creează premisele pentru o reducere semnificativă a timpului petrecut la Camera de Comerț și Industrie, precum și pentru implementarea soluțiilor tehnologice avansate.
Ciclul de viață ACS
Standardul GOST 34.601-90 prevede următoarele etape și etape ale creării unui sistem automat:
1. Formarea cerințelor pentru vorbitori
2. Inspecția instalației și justificarea necesității creării unei centrale nucleare
3. Formarea cerințelor utilizatorilor pentru difuzoare
4. Întocmirea unui raport privind finalizarea lucrărilor și a unei cereri pentru dezvoltarea unei CNE
5. Dezvoltarea conceptului AC
6. Studiul obiectului
7. Efectuarea lucrărilor de cercetare necesare
8. Dezvoltarea opțiunilor pentru conceptul AC și selectarea unei opțiuni pentru conceptul AC care să îndeplinească cerințele utilizatorului
9. Întocmirea unui proces-verbal asupra muncii depuse
10. Termeni de referință
11. Elaborarea și aprobarea specificațiilor tehnice pentru realizarea centralelor nucleare
12. Proiect de proiect
13. Elaborarea de soluții preliminare de proiectare pentru sistem și părțile sale
14. Elaborarea documentației pentru CNE și părțile sale
15. Proiectare tehnică
16. Dezvoltarea soluțiilor de proiectare pentru sistem și părțile acestuia
17. Elaborarea documentației pentru CNE și părțile sale
18. Elaborarea și execuția documentației pentru furnizarea componentelor
19. Dezvoltarea sarcinilor de proiectare în părțile adiacente ale proiectului
20. Documentație de lucru
21. Elaborarea documentației de lucru pentru CNE și părțile sale
22. Elaborarea și adaptarea programelor
23. Punerea în funcţiune
24. Pregătirea unui obiect de automatizare
25. Pregătirea personalului
26. Set complet de difuzoare cu produsele furnizate (software și hardware, sisteme software și hardware, produse informatice)
27. Lucrari de constructii si montaj
28. Lucrări de punere în funcțiune
29. Efectuarea testelor preliminare
30. Efectuarea operațiunii de probă
31. Efectuarea testelor de acceptare
32. Suport AC.
33. Efectuarea lucrărilor în conformitate cu obligațiile de garanție
34. Service post-garanție
Schița, desenele tehnice și documentația de lucru sunt construcția consecventă a soluțiilor de proiectare din ce în ce mai precise. Este posibil să excludeți etapa „Proiectare schiță” și etapele individuale de lucru în toate etapele, pentru a combina etapele „Proiectare tehnică” și „Documentație de lucru” într-un „Proiectare tehnică detaliată”, pentru a efectua diferite etape și a lucra în paralel , și să includă altele suplimentare.
Acest standard nu este pe deplin potrivit pentru evoluțiile actuale: multe procese nu sunt reflectate suficient, iar unele prevederi sunt depășite.
Proiectarea și dezvoltarea sistemelor automate de control este un proces care vizează creșterea productivității întreprinderilor industriale și a calității produselor fabricate. Mai mult, un sistem de control automatizat ne permite să oferim o calitate fundamental nouă a administrării proceselor de producție, care este deosebit de importantă pentru orice întreprindere modernă. În special, un sistem de control automat este necesar atunci când procesele tehnologice utilizate în organizație sunt defecțiuni complexe și inadmisibile, care pot duce la pierderi materiale semnificative.
Proiectarea corectă a sistemelor de control automate minimizează probabilitatea ca factorii umani să afecteze munca și, în consecință, calitatea produselor fabricate.
Rezultatul proiectării sistemului de control automatizat este o infrastructură completă a sistemului de control automatizat, care este adaptată la maximum la instalația clientului. Metodele moderne de proiectare a sistemelor de control automatizate se bazează pe respectarea strictă a cerințelor de standardizare privind:
¾ fiabilitate;
¾ funcționare neîntreruptă;
¾ funcționalitate;
¾ confort și ușurință în utilizare.
Cea mai importantă calitate - fiabilitatea - în timpul proiectării sistemelor de control automate se realizează prin utilizarea subsistemelor interne de diagnosticare, precum și prin implementarea sistemelor de monitorizare și standardizare. Pe de altă parte, proiectarea competentă pentru a construi o infrastructură eficientă a sistemului de control automatizat nu este întotdeauna suficientă. Pentru a obține rezultate optime la implementarea unor astfel de proiecte la scară largă, este necesar să folosiți echipamente moderne de înaltă calitate de la producători de încredere, testați în timp.
După finalizarea proceselor de proiectare, urmează instalarea și punerea în funcțiune a sistemelor. În toate etapele, de la proiectare până la punerea în funcțiune, aspectele de calitate și conformitatea tehnică a sistemelor cu cerințele moderne sunt importante.
Scopul și obiectivele proiectării sistemelor de control automatizate
Scopul proiectării unui sistem de control automat la o întreprindere industrială este de a crea un proiect pentru un sistem de control local sau automatizat pentru procesele tehnologice ale unui obiect sau ale unui set de astfel de obiecte.
Principalele sarcini rezolvate în procesul de proiectare a unui sistem de control automatizat includ următoarele sarcini.
¾ Analiza obiectului de automatizare și formularea cerințelor tehnice pentru sistem.
¾ Determinarea unui nivel rațional de automatizare, determinarea structurii sistemului de control și management al procesului automatizat.
¾ Selectarea și justificarea metodelor de monitorizare, reglare și management al proceselor tehnologice, previzionare și diagnosticare.
¾ Alegerea unui set de echipamente tehnice de automatizare.
¾ Amplasarea optimă a echipamentelor de automatizare pe echipamentele de proces, local, pe tablouri și console din posturile de control.
¾ Asigurarea eficacității metodelor de instalare a mijloacelor tehnice ale sistemelor automate de control și liniilor de comunicație.
¾ Întocmirea documentaţiei tehnologice şi operaţionale.
¾ Asigurarea deschiderii sistemului de control automatizat.
Cerințele pentru procesul de proiectare și implementarea sistemelor automate de control pentru instalațiile industriale, ca o clasă specifică de sisteme tehnice, sunt influențate de următoarele caracteristici ale acestor sisteme:
¾ eterogenitatea fizică atât a obiectelor de control, cât și a dispozitivelor și elementelor incluse în sistemele de control automatizate;
¾ proces dinamic continuu de funcționare atât a obiectelor de control, cât și a sistemelor de control automatizate;
¾ condiții multicriteriale de funcționare și performanță, în timp ce multe criterii sunt contradictorii, de exemplu, stabilitatea și precizia, fiabilitatea și caracteristicile de greutate și dimensiune etc.;
¾ incertitudinea parametrilor specificați și a influențelor perturbatoare, determinate de prezența influențelor nu numai externe, ci și interne, a parametrilor de timp nestaționari ai dispozitivelor și elementelor sistemelor de control;
¾ prezența mai multor bucle de control, multidimensionalitatea sistemelor de control.
O soluție eficientă la problemele cu care se confruntă dezvoltatorii care apar în timpul procesului de proiectare este imposibilă fără prognoza și modelarea obiectelor automate și proiectate, dezvoltarea de instrumente și metode progresive de proiectare și analiza previziunilor pentru dezvoltarea proceselor tehnologice automatizate și a echipamentelor tehnice de automatizare. . Aceste probleme pot fi rezolvate prin utilizarea soluțiilor de proiectare unificate, îmbunătățirea cadrului de reglementare pentru proiectare și a unui sistem de indicatori de evaluare a calității soluțiilor de proiectare, îmbunătățirea organizării și managementului procesului de proiectare.
Unul dintre factorii determinanți pentru îmbunătățirea calității și eficienței proiectelor de sisteme de control automatizate în contextul îmbunătățirii procesului de proiectare și al utilizării pe scară largă a sistemelor de automatizare a proiectării este dezvoltarea suportului de reglementare. Documentele de reglementare și tehnice care fac parte din suportul de reglementare pentru procesul de proiectare a sistemelor de automatizare sunt un set de norme, reguli și cerințe obligatorii, elaborate în modul prescris și aprobate de autoritățile relevante. Astfel de documente includ documente ale sistemului de standardizare de stat (GOST, OST, STP) și documente care conțin, alături de cerințe obligatorii, și documente consultative care permit soluții posibile în funcție de condițiile specifice și factorii aferenti (SNiP, RD, MU). Astfel de documente sunt utilizate pe scară largă în procesul de proiectare a sistemelor de control automatizate.
În toate etapele și etapele de proiectare a sistemelor de control automatizate, proiectanții trebuie să fie ghidați de standardele de stat ale Sistemului unificat de standarde pentru sistemele de control automatizate (ESS ACS). Sistemul ESS ACS este un complex de GOST-uri interconectate care stabilesc termeni și definiții, tipuri și compoziție, reguli și metode de dezvoltare, acceptare și funcționare, cerințe pentru ACS în ansamblu și componentele sale, cerințe pentru documentația tehnică.
Standardele stabilesc următoarele patru etape de dezvoltare a proiectelor de sisteme de control automat:
1. Studiu de fezabilitate (TES).
2. Specificații tehnice (TOR).
3. Proiectare tehnică (TP).
4. Documentație de lucru (WD).
În locul etapelor TD și RD, este permisă dezvoltarea unui sistem de control automat într-o singură etapă, „Proiectare tehnică detaliată” (TDP). Etapa TRP se realizează în cazul utilizării modelelor standard ACS sau când se reutiliza proiecte individuale economice.
Trecerea la utilizarea tehnologiei avansate este o etapă inovatoare în dezvoltarea producției industriale rusești, care se străduiește să atingă performanțe extrem de ridicate atât a echipamentelor uzate, cât și a celor noi proiectate. Acest lucru se face pentru a minimiza orice pierdere a performanței producției. Utilizarea sistemelor automate de control al proceselor (APCS) este singura condiție pentru existența unui management și control de înaltă calitate a instalațiilor industriale.
APCS este o soluție unică de sistem care vă va oferi automatizarea principalelor sarcini și procese din producție și secțiunile sale individuale. Însuși conceptul de „automatizat” explică necesitatea participării factorului uman la operațiunile individuale pentru a menține în continuare controlul asupra procesului.
Proiectarea unui sistem automat de control al procesului este un proces concentrat de creștere a productivității tuturor întreprinderilor industriale, a calității produselor fabricate și a siguranței în instalație. De asemenea, sistemul automat de control al proceselor asigură în plus cea mai recentă calitate în administrarea proceselor de producție. Acest lucru este întotdeauna relevant pentru orice întreprindere modernă. Necesitatea sistemelor automate de control al proceselor apare atunci când procesele tehnologice se caracterizează prin complexitate crescută și inadmisibilitatea defecțiunilor care vor duce la pierderi materiale semnificative. Proiectarea excepțional de competentă a sistemelor automate de control al proceselor reduce semnificativ probabilitatea influenței străine a factorului uman asupra întregii operațiuni a întreprinderii. Una dintre funcțiile principale și obligatorii este arhivarea. La urma urmei, este foarte important să poți analiza funcționarea sistemelor pentru analiza globală în timpul proceselor lente și lungi.
Structura sistemului automat de control al procesului, care funcționează ca un sistem unificat de control al operatorului, include:
- unul sau mai multe panouri de control;
- mijloace speciale de colectare, transport, prelucrare și arhivare a informațiilor despre derularea procesului de producție;
- echipamente standard: controlere, senzori și alte echipamente de automatizare;
- rețele industriale utilizate pentru comunicarea informațională a subsistemelor;
Sistemul de diagnosticare a sistemului automat de control al procesului monitorizează starea tuturor componentelor din producție, crescând astfel calitatea și durata de viață a mecanismelor și mașinilor. La rândul său, dezvoltarea și implementarea sistemelor automate de control al proceselor sunt procese interconectate, inclusiv proiectarea sistemelor automate de control al proceselor, software-ul, expedierea și programarea controlerelor.
Specialiștii cu înaltă calificare ai FLEX CONTROLS LLC vă asigură o proiectare integrată completă a sistemelor de control al proceselor, dezvoltând un pachet unic de proiectare și documentație tehnică pentru toate sistemele de control automatizate, precum și sisteme de colectare și transport de diverse informații pentru nevoile oricărei industrii. . În același timp, specialiștii noștri asigură supraveghere individuală în etapele de instalare a instalației și în timpul punerii în funcțiune a acesteia.
Compania noastra va ofera solutii calificate si eficiente care vor aduce cu siguranta rezultate practice concrete care cresc factorul de productivitate. Specialiștii de frunte ai companiei noastre au o vastă experiență în crearea și implementarea sistemelor automate de control al proceselor la diferite întreprinderi din industria chimică și petrochimică.
Grupul de proiect al Mosproekt-Engineering LLC este implicat proiectarea posturilor de transformare complete și posturilor de transformareîn strictă conformitate cu cerințele de reglementare și cu dorințele clienților.
Suntem bucuroși să vă oferim proiecte de stații de transformare următoarele tipuri, cum ar fi:
- Stațiile de chioșc KTP - sunt destinate în primul rând utilizării în localități rurale, mici complexe agricole, întreprinderi mici etc.
- posturi de transformare complete pentru instalare exterioara KTPN- folosit cu succes in zone industriale, facilitati agricole si zone populate.
KTPN este o structură de cadru metalic realizată la un grad ridicat de pregătire. Astfel de stații au 1-2 transformatoare și în plus pot fi echipate cu un coridor de serviciu.
KTPN- un tip de transformator foarte versatil, ușor de operat și întreținut, cu toate acestea, nu trebuie instalat în zone cu vibrații mari (șantiere, zone de fabrici cu surse de vibrații, mijloace de transport etc.), în plus, nu este recomandat pentru a utiliza KTPN la unele fabrici chimice, din cauza expunerii la vapori și gaze caustice. În alte cazuri, KTPN este folosit cu mare succes.
- substații de transformare complete modulare BKTP - sunt utilizate în rețelele electrice urbane și industriale, sistemele de alimentare cu energie electrică a întreprinderilor de transport și sunt adesea aplicabile în scopul alimentării cu energie electrică a sectoarelor rezidențiale private cu un număr mare de consumatori de energie electrică.
BKTP- fabricat complet in fabrica, livrat la santier sub forma unei singure structuri sau in blocuri separate.
BKTP realizate, de regulă, din panouri de beton sau sandwich;
- posturi de transformare complete pentru instalații interioare KTP-V - se folosesc în spații comerciale și de birouri, ansambluri de depozite, clădiri industriale, dacă o astfel de posibilitate este prevăzută în documentația de proiectare a structurii inginerești;
- Stații de transformare complete bloc-modulare (BM KTP) - sunt folosite aproape peste tot, de obicei în cazurile în care este necesară instalarea rapidă a unei substații de transformare. BM KTP este o unitate complet finisată, al cărei corp este de obicei realizat din metal. Acest tip de substație este utilizat în zăcăminte de petrol și gaze, stații de pompare, instalații din industria transporturilor și multe altele. BM KTP este foarte convenabil de utilizat pe șantiere mari unde este instalat temporar;
- posturi de transformare de distributie RTP- destinate receptiei si distribuirii energiei electrice;
Substațiile de transformare de distribuție în bloc BRTP sunt fabricate integral în fabrică și sunt destinate acelorași scopuri ca și RTP.
Specialistii Mosproekt-Engineering LLC proiecteaza statii de transformare si distributie conform cerințelor clientului. Începem proiectarea din momentul în care clientul furnizează specificațiile tehnice și condițiile tehnice. În procesul de proiectare ținem cont de cele mai recente evoluții tehnice din industria energetică, ceea ce ne permite să proiectăm cele mai moderne stații de transformare și distribuție. În funcție de dorințele clientului, asigurăm posibilitatea utilizării diverselor echipamente, atât produse pe plan intern, cât și importate, în pachetul nostru de posturi de transformare și transformatoare cu relee.
Să vorbim despre cerințele pentru proiectarea stațiilor de transformare și distribuție care funcționează cu o tensiune de 10 kV
 Se știe că o substație de 10/0,4 kV ar trebui amplasată după cum urmează:
Se știe că o substație de 10/0,4 kV ar trebui amplasată după cum urmează:
- în locuri uscate și ferite de inundații unde apa subterană nu trebuie să apară deasupra părții inferioare a fundației stației;
- intr-un loc convenabil pentru service, cu posibilitate de acces de catre specialisti. echipament și livrare de echipamente;
- trebuie asigurate abordări convenabile la substație a obiectelor liniare, cum ar fi liniile electrice aeriene, liniile de cablu și canalele de comunicație;
- substația ar trebui să fie amplasată cât mai aproape de centrul de sarcină electrică (ELC) și, în mod ideal, în SRL-ul propriu-zis - în punctul în care dispersia consumatorilor de energie electrică în sistemul de alimentare cu energie este cel mai puțin semnificativă.
Organizarea alimentării cu energie electrică a consumatorilor casnici și a instalațiilor de producție se realizează, dacă este posibil, din diferite secțiuni ale stației sau din diferite substații cu totul.
Substațiile nu trebuie să fie amplasate pe teritoriile grădinițelor, școlilor, altor facilități destinate copiilor sau în imediata apropiere a unor astfel de instalații dacă substațiile au intrări de aer.
Pentru fiecare substație, proiectanții își aleg propriul design, în funcție de:
Infrastructura de retea formata din linii cu tensiunea de 35-110 kV, conform schemelor
dezvoltarea lor;
- condiţiile regionale;
- rezultatele studiilor de fezabilitate pentru dezvoltarea infrastructurii rețelei de 10 kV, restaurare și reînnoire tehnică.
Schemele fac obiectul clarificării în documentația de proiectare (proiectare detaliată) în legătură cu alimentarea cu energie a instalațiilor specifice.
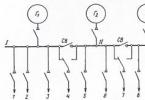
Scheme de conectare pentru posturi de transformare 10/0,4 kV la sursele E.M.F. sunt selectate pe principiul comparării indicatorilor economici ai diferitelor opțiuni, în conformitate cu categoria receptoarelor de energie electrică.
Pentru stațiile de 10/0,4 kV care alimentează consumatorii de energie din al doilea grup cu o putere nominală de 120 kW și mai mult, este necesar să se asigure alimentarea cu energie în două sensuri. Este destul de acceptabil să conectați o astfel de substație cu un robinet de la linia principală de 10 kV dacă sunt îndeplinite următoarele condiții:
- consumator din grupa a doua cu o putere nominală sub 120 kW;
- lungimea robinetului este de până la 500 de metri liniari, nu mai mult;
- robinetul trebuie secționat la punctul de evacuare cu delimitatori, pe ambele părți.
Cel mai adesea, substații 10/0,4 kV proiectat cu un singur transformator.
În alte cazuri, sunt proiectate substații cu două sau chiar patru transformatoare. O substație cu două transformatoare este proiectată în cazurile în care alimentarea cu energie electrică este asigurată consumatorilor din prima categorie și consumatorilor din categoria a doua, dar nu întrerupe consumul de energie electrică mai mult de o jumătate de oră sau cu o putere nominală de 250 kW și de mai sus.
Daca vorbim de statii cu doua transformatoare, este indicat sa le echipam cu un sistem de conectare automata a unei surse de alimentare de rezerva pe magistralele de 10 kV.
În acest caz, trebuie îndeplinite următoarele condiții obligatorii:
Prezența receptoarelor electrice corespunzătoare primei și a doua categorii;
- statia trebuie sa aiba doua surse de alimentare independente una de cealalta;
- atunci când una dintre cele două rețele de 10 kV care alimentează substația este oprită, alimentarea cu energie a unui transformator de putere se pierde.
Ținând cont de cele de mai sus, receptoarele electrice din prima categorie ar trebui să fie echipate cu sisteme automate de rezervă direct la introducerea receptoarelor de 0,4 kV.
În ce cazuri este utilizată o substație închisă de 10/0,4 kV:
În regiunile cu multe precipitații, de exemplu, dacă iarna cade multă zăpadă și grosimea acoperirii sale este de 2 metri sau mai mult;
- în locurile în care nivelul de poluare a aerului corespunde categoriei 3 sau mai mult;
- in climatele reci unde temperatura aerului este extrema
(-40°C și mai jos);
- in orase, in intreprinderi, in industria transporturilor si in alte locuri cu cladiri dese;
- în cazurile de alimentare cu energie a instalațiilor de consum aparținând primei categorii cu o capacitate totală proiectată de 200 kV și peste;
- dacă la distribuitoare de curent electric sunt conectate mai mult de două linii electrice de 10 kV cu tensiunea de 10 kV.
În mod ideal, când proiectarea posturilor de 10/0,4 kV Intrările pentru liniile electrice cu o tensiune de 10 kV sunt prevăzute ca cele aeriene. Cu toate acestea, rețeaua electrică este foarte adesea realizată folosind cabluri subterane, de exemplu:
- daca statia este amplasata in cladiri dense, in locurile in care reteaua electrica este implementata sub forma unor linii de cablu subterane;
- în zonele în care se adună copiii, precum grădinițe, curțile școlilor, centrele de recreere, complexele sportive și altele;
- la unităţi cu regim special, precum cele de apărare, industriale, de transport etc.;
- dacă proiectarea stației din anumite motive nu este concepută pentru utilizarea intrărilor de aer ale rețelei electrice, adică dacă intrarea rețelei poate fi implementată numai cu ajutorul cablurilor;
- dacă, dintr-un motiv sau altul, este imposibilă conectarea liniei electrice aeriene direct la substație, adică atunci când abordările către substație pentru linia aeriană sunt închise;
- dacă un studiu de fezabilitate arată fezabilitatea utilizării presetupelor în mai multe alte cazuri.
Cel mai adesea, la proiectarea sursei de alimentare, sistemele de comutare fără excitație (PBB) sunt instalate în transformatoare de 10/0,4 kV pentru a echilibra tensiunea.
Pentru a furniza energie electrică populației așezărilor relativ mici și a unităților agricole mici, se folosesc adesea instalații de transformare 10/0,4 kV cu o sarcină maximă care nu depășește 160 kW. Este de remarcat faptul că în astfel de cazuri este recomandabil să se utilizeze modele de înfășurare de tip „stea în zig-zag”, în care este evidențiat neutrul înfășurării de 0,4 kV.

De fapt, mai sus am prezentat doar informații superficiale și aproximative referitoare la stațiile de transformare și distribuție. Pentru informații detaliate, puteți contacta designerii noștri.
Contactați Mosproekt-Engineering LLC pentru proiectarea stațiilor de transformare și distribuție!
Proiectarea stațiilor de transformare TP, KTP, BKTP, KTPN - aceasta este specialitatea noastră!
Departamentul de design al companiei GRIN EFFECT oferă o gamă completă de servicii pt proiectarea sistemelor automate de control al proceselor.
Dezvoltarea conceptului de sisteme automate de control al proceselor
Această etapă are o importanță esențială pentru implementarea cu succes a întregului proiect pentru a asigura funcționarea optimă a sistemului de control automat al proceselor în perioada de cea mai mare activitate. În timpul examinării pre-proiect, specialiștii companiei noastre determină domeniile de lucru în conformitate cu obiectivele de afaceri ale companiei clientului și o listă de soluții de inginerie pentru implementarea sistemelor automate de control al proceselor. În această etapă, se studiază situația actuală de afaceri a clientului, se identifică rezervele ascunse, se evaluează capacitatea de încărcare și conținutul echipamentelor existente, se studiază procesele tehnologice de derulare și direcțiile de afaceri. Dezvoltarea conceptului permite nu numai construirea unui sistem eficient de control al procesului, dar va permite și identificarea în timp util a riscurilor, eliminarea cheltuielilor neproductive și ajustarea planurilor de dezvoltare.Proiectarea sistemelor automate de control al proceselor
Proiectarea sistemelor automate de control al proceselor se realizează în conformitate cu Decretul Guvernului Federației Ruse din 16 februarie 2008 nr. 87 „Cu privire la compoziția secțiunilor documentației de proiectare și cerințele pentru conținutul acestora”, codurile regionale de construcție și cerințele specificațiilor tehnice.La proiectarea sistemelor automate de control al proceselor se ține cont de cerințele legislației existente și ale documentelor de reglementare privind ecologie, protecția muncii și securitatea la incendiu.
Niveluri de proiectare a sistemelor automate de control al proceselor
Sondaj înainte de proiect
Scopul anchetei pre-proiect este de a determina un set de măsuri și de a elabora propuneri tehnice ținând cont de soluțiile standard generate. Pe baza rezultatelor sondajului, inginerii noștri proiectanți vor ajuta Clientul să dezvolte o specificație tehnică competentă (TOR) pentru proiectarea unui sistem automat de control al procesului.Specificațiile tehnice (TOR) ale sistemului automat de control al procesului
Cerințele clienților stau la baza specificațiile tehnice (TOR) ale sistemului automat de control al procesuluiși sunt documentul principal de la care începe munca la crearea unui sistem automat de control al procesului. Pe lângă cerințele tehnice, în primele etape ale lucrărilor de proiectare a unui sistem automat de control al procesului, datele obținute în timpul studiului de pre-proiectare sunt folosite ca informații inițiale. Orice proiectare începe cu o specificație tehnică scrisă corect, aprobată de client. Condițiile de proiectare și selecția echipamentelor necesare pentru construcția sistemelor automate de control al proceselor, descrise în specificațiile tehnice, depind de o specificație tehnică bine scrisă.Proiect APCS (etapa „P”)
Un concept bine dezvoltat al unui viitor sistem automat de control al procesului și specificațiile tehnice oferă baza pentru crearea unui proiect de sistem automat de control al procesului - un singur set de soluții concepute pentru a asigura modul de funcționare specificat al sistemului automat de control al procesului. Proiectul APCS determină compoziția echipamentului, prima idee a bugetului proiectului și timpul de implementare, precum și o serie de alți parametri care vor facilita selecția soluțiilor specifice.În această etapă de proiectare a unui sistem automat de control al procesului, sunt elaborate principiile de bază de funcționare a tuturor sistemelor, precum și soluțiile la problemele și dorințele specifice ale Clientului. Documentația de proiectare APCS constă din materiale text și grafice care definesc soluții de planificare a spațiului, proiectare și tehnice pentru construirea sau reconstrucția sistemelor automate de control al proceselor.
Proiectul sistemului de control al proceselor se concentrează pe utilizarea celor mai eficiente și bine dovedite echipamente și materiale componente. Proiectare competentă înseamnă viteză mare a lucrărilor de construcție și întreținere a sistemelor automate de control al procesului. Calcul de proiect fără erori – minimizarea costurilor echipamentelor.
Documentație detaliată a sistemului de control automat al procesului (etapa „RD”)
Următoarea etapă se dezvoltă documentația de lucru (DD) a sistemului automat de control al procesului, care este utilizat în faza de construcție. În această etapă se determină intensitatea resurselor procesului de obținere a capacității, volumul lucrărilor de construcție și instalare, cantitatea de echipamente și materiale necesare și, prin urmare, bugetul final al proiectului.RD este elaborat după aprobarea etapei anterioare de proiectare. Scopul lucrării la etapa „RD” este pregătirea unor desene, diagrame și tabele precise care să ghideze instalatorii atunci când efectuează lucrări de creare a unui sistem automat de control al procesului. Documentația detaliată oferă legături detaliate ale componentelor tuturor sistemelor la obiect. RD conține desene, tabele de conexiuni și conexiuni, planuri de amplasare a echipamentelor și cablajului și alte documente.