Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.
ПЕРЕМЕЩЕНИЕ ГОРЕЛКИ ПРИ СВАРКЕ
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.

На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 - при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
ОСНОВНЫЕ СПОСОБЫ ГАЗОВОЙ СВАРКИ
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.

Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.

Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав

Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан - бутан-кислородным пламенем . Сварка ведется при повышенном содержании кислорода в смеси

с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 - 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.

Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука.
Администрация Общая оценка статьи: Опубликовано: 2011.05.31
§ 47. Электрогазосварщик 4-й разряд
Внимание! Данная квалификационная характеристика исключена приказом Минтруда России от 9 апреля 2018 г. N 215
Характеристика работ.
Ручная дуговая, плазменная и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва. Ручная кислородная, плазменная и газовая прямолинейная и фигурная резка и резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах, в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке. Кислороднофлюсовая резка деталей из высокохромистых и хромистоникелевых сталей и чугуна. Кислородная резка судовых объектов на плаву. Автоматическая и механическая сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных сталей, чугуна, цветных металлов и сплавов. Автоматическая сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях. Ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Сварка конструкций из чугуна. Наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление. Горячая правка сложных конструкций. Чтение чертежей различных сложных сварных металлоконструкций.
Должен знать:
устройство различной электросварочной и газорезательной аппаратуры, автоматов и полуавтоматов, особенности сварки и электродугового строгания на переменном и постоянном токе; основы электротехники в пределах выполняемой работы; виды дефектов в сварных швах и методы их предупреждения и устранения; основы сварки металлов; механические свойства свариваемых металлов; принципы подбора режима сварки по приборам; марки и типы электродов; методы получения и хранения наиболее распространенных газов: ацетилена, водорода, кислорода, пропан-бутана, используемых при газовой сварке; процесс газовой резки легированной стали.
Примеры работ
1. Аппаратура, сосуды и емкости из углеродистой стали, работающие без давления, - сварка.
2. Аппаратура и сосуды для химических и нефтехимических производств: резервуары, сепараторы, сосуды и т.п. - вырезка отверстий со скосом кромок.
3. Арматура трубопроводная запорная из цветных металлов и сплавов под пробное давление свыше 1,6 до 5,0 МПа (свыше 15,5 до 48,4 атм) - наплавление дефектов.
4. Баки трансформаторов - приварка патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков.
5. Баллеры руля, кронштейны гребных валов - наплавление.
6. Блоки цилиндров двигателей автомобилей - наплавление раковин в отливках.
7. Валы коленчатые - наплавка шеек.
8. Вкладыши бронзовые и латунные - наплавка на стальные подшипники.
9. Гарнитура и корпуса горелок котлов - сварка.
10. Детали из листовой нержавеющей стали, алюминиевых или медных сплавов - газоэлектрическая резка со скосом кромок.
11. Детали из чугуна - сварка, наплавление с подогревом и без подогрева.
12. Детали из листовой стали толщиной свыше 60 мм - резка вручную по разметке.
13. Детали и узлы из цветных металлов - сварка с последующим испытанием под давлением.
14. Замедлители вагонные - сварка и наплавление узлов в эксплуатационных условиях.
15. Зубья чугунные шестерен - наплавление.
16. Изделия из цветных сплавов тонкостенные (крышки воздухоохладителей, подшипниковые щиты, вентиляторы турбогенераторов) - наварка латунью или силумином.
17. Изделия чугунные крупные: рамы, шкивы, маховики, шестерни - наплавление раковин и трещин.
18. Камеры рабочих колес гидравлических турбин - сварка и наплавление.
19. Конструкции доменных печей (кожухи, воздухоподогреватели, газопроводы) - резка со скосом кромок.
20. Каркасы промышленных печей и котлов - сварка.
21. Картеры крупных моторов и корпуса механической передачи тепловозов - сварка.
22. Картеры моторов нижние - сварка.
23. Катушки полюсов электрических машин из полосовой меди - сварка и приварка перемычек.
24. Коллекторы газовыхлопные и трубы - сварка.
25. Кольца регулирующие гидравлических турбин - сварка и наплавление.
26. Корпуса и мосты ведущих колес жатки - сварка.
27. Корпуса компрессоров, цилиндров низкого и высокого давления воздушных компрессоров - наплавление трещин.
28. Корпуса роторов диаметром до 3500 мм - сварка.
29. Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка.
30. Корпуса щеткодержателей, сегменты реверсов, роторы электродвигателей - наплавление.
31. Крепление и опоры для трубопроводов - сварка.
32. Кронштейны и крепления шкворневые тележки тепловоза - сварка.
33. Листы больших толщин (броня) - сварка.
34. Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях.
35. Мебель из алюминия - сварка.
36. Плиты фундаментальные крупные электрических машин - сварка.
37. Подкосы, полуоси стойки шасси самолетов - сварка.
38. Подогреватели - сварка обоймы, водогрейной трубы с обоймой, конусом, кольцами и фланцами.
39. Подшипники и вкладыши буксовые, дышловые - наплавление по рамке и наплавление трещин.
40. Поршни пневматических молотов - наплавление раковин и трещин.
41. Пылегазовоздухопроводы, узлы топливоподачи и электрофильтров - сварка.
42. Рамки золотниковые, маятники - сварка.
43. Рамки иллюминаторные из алюминиевых сплавов - сварка.
44. Рамы транспортеров - сварка.
45. Резервуары воздушные троллейбусов - сварка.
46. Резервуары для нефтепродуктов вместимостью менее 1000 куб. м - сварка.
47. Рельсовые стыковые соединения - приварка в эксплуатационных условиях.
48. Рельсы и сборные крестовины - наплавление концов.
49. Сетки металлические одинарные и крученые для целлюлозно-бумажного производства - пайка концов серебряным припоем.
50. Станины дробилок - сварка.
51. Станины и корпуса электрических машин сварно-литые - сварка.
52. Станины крупных станков чугунные - сварка.
53. Станины рабочих клетей прокатных станов - наплавление.
54. Статоры турбогенераторов с воздушным охлаждением - сварка.
55. Трубки под датчики с радиоактивным изотопом - наплавление.
56. Трубные элементы котлов, бронелисты и т.п. - горячая правка.
57. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка на монтаже.
58. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в цеховых условиях.
59. Трубы бурильные - приварка муфт.
60. Трубопроводы технологические 5 категории - сварка.
61. Фахверки, связи, фонари, прогоны, монорельсы - сварка.
62. Фрезы и штампы сложные - сварка и наплавление быстрореза и твердого сплава.
63. Холодильники латунные - сварка швов под гидроиспытания при давлении до 2,5 МПа (24,2 атм.).
64. Цилиндры блоков автомашин - наплавление раковин.
65. Цистерны автомобильные - сварка.
66. Шары, поплавки и цистерны из специальных алюминиевых сплавов - сварка.
С 1 июля 2016 года работодатели обязаны применять профессиональные стандарты
, если требования к квалификации, которая необходима сотруднику для выполнения определенной трудовой функции, установлены Трудовым кодексом, федеральными законами или иными нормативно-правовыми актами (Федеральный закон от 2 мая 2015 г. № 122-ФЗ).
Для поиска утвержденных профстандартов минтруда РФ используйте
Техника газовой сварки
Газовая сварка – способ универсальный, но при ее выполнении необходимо помнить, что нагреванию подвергается достаточно большой участок вокруг сварного соединения. Поэтому нельзя исключить возникновение коробления и развитие внутренних напряжений в конструкциях, причем они более значительные, чем при других способах сварки. В связи с этим газовая сварка в большей степени подходит для таких соединений, для которых достаточно небольшого количества наплавленного металла и малого нагрева основного металла. Прежде всего речь идет о стыковых, угловых и торцовых соединениях (независимо от их пространственного положения – нижнего, горизонтального, вертикального или потолочного), в то время как тавровых и нахлесточных следует избегать (хотя они тоже могут осуществляться).
Чтобы сварной шов отличался высокими механическими свойствами, требуется выполнить следующие действия:
– подготовить кромки металла;
– подобрать соответствующую мощность горелки;
– отрегулировать пламя горелки;
– взять необходимый присадочный материал;
– правильно сориентировать горелку и определить траекторию ее перемещения по выполняемому шву.
Как и при дуговой сварке, при газовой кромки свариваемого металла нужно подготовить. Их очищают (на 20–30 мм с каждой стороны) от ржавчины, влаги, масла и пр. Для этого достаточно прогреть кромки. В случае сварки цветных металлов используют механические и химические способы очистки.
При осуществлении стыковых соединений (табл. 42) следует помнить о некоторых правилах разделки кромок:
– при сваривании тонколистового металла (до 2 мм) присадки не используют – достаточно выполнить отбортовку кромок, которые потом расплавляются и дают валик сварного шва. Возможен и такой вариант: сварить кромки встык без разделки и зазора, но с применением присадочного материала;
– при сваривании металла толщиной менее 5 мм можно обойтись без скоса кромок и вести одностороннюю газовую сварку;
– при соединении металла толщиной более 5 мм кромки скашивают под углом в 35–40°, чтобы общий угол раскрытия шва составлял 70–90°. Это позволит проварить металл на всю толщину.
Таблица 42. ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА КРОМОК СВАРИВАЕМОГО МЕТАЛЛА ПРИ ВЫПОЛНЕНИИ СТЫКОВЫХ СОЕДИНЕНИЙ
Примечание: a – величина зазора; а1 – величина притупления; S и S1 – толщина металла.
При выполнении угловых соединений присадочный материал не используют, а шов формируют расплавлением кромок металла.
Нахлесточные и тавровые соединения допускаются исключительно при сварке металла толщиной до 3 мм, поскольку при большей толщине локальный нагрев металла бывает неравномерным, что приводит к развитию значительных внутренних напряжений и деформаций, а также к появлению трещин как в металле шва, так и в основном металле.
Чтобы в процессе сварки детали не сдвигались и зазор между ними не изменялся, их фиксируют либо специальными приспособлениями, либо прихватками. Длина, количество и промежуток между последними зависят от толщины металла, длины и конфигурации шва:
– если металл тонкий, а швы короткие, длина прихваток составляет 5–7 мм при интервале между ними в 70-100 мм;
– если металл толстый, а швы длинные, то длину прихваток увеличивают до 20–30 мм, а расстояние между ними – до 300–500 мм.
В процессе сварки пламя горелки направляют на металл таким образом, чтобы он попадал в восстановительную зону и находился в 2–6 мм от ядра. При сварке легкоплавких металлов пламя горелки в основном ориентируют на присадочный материал, а зону ядра отодвигают на еще большее расстояние от сварочной ванны.
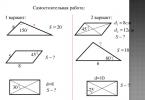
При сварке необходимо регулировать скорость нагрева и плавления металла. Для этого прибегают к таким действиям (рис. 91):
– изменяют угол наклона мундштука;
– манипулируют самим мундштуком.
Рис. 91. Способы регулировки скорости нагрева и плавления металла путем изменения: а – угла наклона мундштука; б – траектории движения мундштука и проволоки; 1 – при сварке тонколистового металла; 2, 3 – при сварке толстолистового металла
При сварке необходимо следить за тем, чтобы:
– ядро пламени не контактировало с расплавленным металлом, поскольку последний может от этого науглероживаться;
– сварочная ванна была защищена зоной факела и восстановительной зоной, иначе металл будет окисляться атмосферным кислородом.
В процессе использования газовой горелки необходимо соблюдать правила обращения с ней:
1. Если горелка находится в исправном состоянии, то пламя, которое она дает, бывает устойчивым. В том случае, если наблюдаются какие-либо отклонения (горение нестабильное, пламя отрывается или гаснет, случаются обратные удары), надо обратить особое внимание на узлы горелки и отрегулировать ее.
2. Чтобы проверить инжекторную горелку, подсоединяют кислородный рукав, к корпусу крепят наконечник. После затягивания накидной гайки аккуратно откручивают ацетиленовый вентиль, кислородным редуктором устанавливают соответствующее давление кислорода, после чего открывают кислородный вентиль.
3. Если приставленный к ацетиленовому ниппелю палец присасывается, это означает, что кислород создает разряжение. Если этого не происходит, возможно, засорились инжектор, смесительная камера или мундштук. Их следует прочистить.
4. Повторить проверку на разряжение (подсос). Его величина определяется зазором между концом инжектора и входом в смесительную камеру. Выкручивая инжектор, зазор регулируют.
Различают два способа газовой сварки (рис. 92):
Рис. 92. Способы газовой сварки (стрелкой указано направление сварки): а – левый; б – правый; 1 – присадочная проволока; 2 – сварочная горелка
– левую сварку, при которой горелку перемещают справа налево и держат позади присадочной проволоки. При этом сварочное пламя ориентировано на еще не сваренный шов. Этот способ не позволяет в достаточной степени защитить металл от окисления, сопровождается частичной потерей тепла и дает низкую производительность сварки;
– правую сварку, при которой горелку перемещают слева направо и держат впереди присадочной проволоки. В этом случае пламя ориентировано на законченный шов и конец присадочной проволоки. Такой способ дает возможность направить на расплавление металла сварочной ванны большее количество теплоты, а колебательные поперечные движения мундштука и проволоки осуществляются реже, чем при левом способе. Кроме того, конец присадочной проволоки оказывается постоянно погруженным в сварочную ванну, поэтому им можно перемешивать ее, что способствует переходу окислов в шлак.
Правый способ обычно применяют, если толщина свариваемого металла превышает 5 мм, тем более что при этом сварочное пламя по бокам ограничено кромками изделия, а сзади – валиком наплавленного металла. Благодаря этому потери теплоты снижаются, и она используется более эффективно.
Левый способ имеет свои преимущества, поскольку, во-первых, шов все время находится в поле зрения сварщика и он может регулировать его высоту и ширину, что имеет особое значение при сварке тонколистового металла; во-вторых, при сварке пламя может растекаться по поверхности металла, снижая риск пережога.
При выборе того или иного способа сварки нужно руководствоваться и пространственным положением сварного шва:
– при выполнении нижнего шва следует учитывать толщину металла. Его можно накладывать и правым, и левым способом. Данный шов наиболее легкий, поскольку сварщик может наблюдать за процессом. Кроме того, жидкий присадочный материал стекает в кратер и не выливается из сварочной ванны;
– для горизонтального шва предпочтителен правый способ. Чтобы не допустить вытекания жидкого металла, стенки сварочной ванны делают с некоторым перекосом;
– для вертикального шва на подъем – и левый, и правый, а для вертикального шва на спуск – только правый способ;
– потолочный шов легче накладывать правым способом, поскольку поток пламени направлен на шов и не дает жидкому металлу вытечь из сварочной ванны.
Способом, гарантирующим высокое качества сварного шва, является сварка ванночками (рис. 93).
Рис. 93. Сварка ванночками: 1 – направление сварки; 2 – траектория движения присадочной проволоки; 3 – траектория движения мундштука
Данный метод применяют для сварки тонколистового металла и труб из низкоуглеродистых и низколегированных сталей облегченными швами. Им можно воспользоваться и при сварке стыковых и угловых соединений при толщине металла до 3 мм.
Процесс сварки ванночками протекает следующим образом:
1. Расплавив металл диаметром 4–5 мм, сварщик помещает в него конец присадочной проволоки. Когда ее конец расплавится, он вводит его в восстановительную зону пламени.
2. Одновременно с этим сварщик, чуть сместив мундштук, совершает им круговые движения, чтобы образовать очередную ванночку, которая должна несколько (примерно на треть диаметра) перекрывать предыдущую. При этом проволоку надо продолжать держать в восстановительной зоне, чтобы не допустить ее окисления. Ядро пламени нельзя погружать в сварочную ванну, иначе произойдет науглероживание металла шва.
При газовой сварке швы бывают одно– или многослойными. Если толщина металла составляет 8-10 мм, швы наваривают в два слоя, при толщине более 10 мм – три слоя и более, причем каждый предыдущий шов предварительно очищают от шлака и окалины.
Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело.
При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют:
– равномерно нагревать изделие;
– подбирать адекватный режим сварки;
– равномерно распределять наплавленный металл по поверхности;
– придерживаться определенного порядка наложения швов;
– не увлекаться выполнением прихваток.
Для борьбы с деформациями применяют разные способы:
1. При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 94). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.
Рис. 94. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
2. Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов.
3. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение.
4. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей.
5. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку.
6. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.
Из книги Внутренняя отделка. Современные материалы и технологии автораМетод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума вы можете производить двумя способами – горячим, то есть инфракрасными лучами и горячим воздухом, и холодным.Первый метод сварки в основном применяют на производстве, а в домашних условиях –
Из книги Сварочные работы. Практический справочник автора Серикова Галина АлексеевнаТеория сварки
Из книги Современный квартирный сантехник, строитель и электрик автора Кашкаров Андрей ПетровичМеталлургия сварки Процессы расплавления и затвердевания металла, в ходе которых его химический состав претерпевает изменения, а кристаллическая решетка – трансформацию, называются металлургическими. Сварка также относится к ним, но по сравнению с другими подобными
Из книги Изделия из керамики автора Дорошенко Татьяна НиколаевнаВиды сварки Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из
Из книги Новейшая энциклопедия правильного ремонта автора Нестерова Дарья ВладимировнаСварочные материалы и оборудование для дуговой
Из книги автораТехника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:– правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Из книги автораВысокопроизводительные способы сварки Для повышения производительности ручной дуговой сварки разработано несколько способов.1. Один из них называется сваркой с глубоким проплавлением (благодаря такому методу производительность труда возрастает примерно на 50–70 %), в
Из книги автораТехнология сварки в защитных газах Дуговая сварка в среде защитных газов получает все большее распространение, поскольку отличается рядом технологических достоинств:– обеспечивает высокую производительность труда и степень концентрации тепла источника питания,
Из книги автораОсобенности сварки различных материалов Газовая сварка может быть применена для сваривания различных материалов.1. Сварка легированной стали. В ее состав входят титан, молибден, хром, никель и др. От присутствия тех или иных легирующих компонентов зависят особенности
Из книги автораТехника безопасности при газовой сварке и резке Газовая сварка и резка связаны с определенным риском, поэтому при их осуществлении необходимо строго соблюдать правила техники безопасности:1. До проведения работ надо внимательно прочитать инструкцию по применению
Из книги автора Из книги автораТехника «резерваж» Резерваж – способ, основанный на нанесении воскового или жирового слоя по намеченному на изделии рисунку перед его глазурованием. В пчелиный воск добавляют скипидар и нагревают до растворения. С помощью кисточки накладывают состав на места, не
Из книги автораТехника шпаклевания Берут немного шпаклевки на шпатель и наносят ее на поверхность стены мазками средней толщины, затем нажимают на лезвие шпателя чуть сильнее и разравнивают шпаклевочный слой движениями по вертикали.Шпаклевку разравнивают до получения очень тонкого
Из книги автораТехника покраски При окрашивании потолков и стен обращают внимание на направление света, падающего из окна. Если покраска производится кистью, предпоследний слой краски обязательно наносят против направления солнечных лучей, а последний наоборот. Иначе, после
Из книги автораМетод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума производят следующими способами:– тепловой, то есть инфракрасными лучами и горячим воздухом;– холодный.Первый метод сварки в основном применяют на производстве, а в домашних условиях – только
Из книги автораТехника безопасности Каждый профессиональный электрик, перед тем как переходить непосредственно к практике, сдает специальный экзамен по технике безопасности. В этот экзамен входят вопросы по эксплуатации электроустановок и способам работы с ними, которые были бы
§ 55. Электросварщик ручной сварки (2 - й разряд)
Характеристика работ
- Прихватка деталей, изделий и конструкций во всех пространственных положениях сварного шва.
- Ручная дуговая и плазменная сварка простых деталей в нижнем и вертикальном положении сварного шва, наплавление простых деталей.
- Подготовка изделий и узлов под сварку и зачистка швов после сварки.
- Обеспечение защиты обратной стороны сварного шва в процессе сварки в защитном газе.
- Нагрев изделий и деталей перед сваркой.
- Чтение простых чертежей.
Должен знать:
- устройство и принцип действия электросварочных машин и аппаратов для дуговой сварки в условиях применения переменного и постоянного тока;
- способы и основные приемы прихватки;
- формы раздела швов под сварку;
- устройство баллонов;
- цвета, краски и правила обращения с ними;
- правила сварки в защитном газе и правила обеспечения защиты при сварке;
- правила обслуживания электросварочных аппаратов;
- виды сварных соединений и швов;
- правила подготовки кромок изделий для сварки;
- типы разделок и обозначение сварных швов на чертежах;
- основные свойства применяемых электродов и свариваемого металла и сплавов;
- назначение и условия применения контрольно-измерительных приборов;
- причины возникновения дефектов при сварке и способы их предупреждения;
- устройство горелок для сварки неплавящимся электродом в защитном газе.
Примеры работ
- 1. Баки трансформаторов - подваривание стенок под автоматическую сварку.
- 2. Балки люлечные, брусья подрессорные и надрессорные цельнометаллических вагонов и вагонов электростанций - приваривание усиливающих угольников, направляющих и центрирующих колец.
- 3. Балки прокатные - наваривание точек и захватывающих колес по разметке.
- 4. Бойки, шаботы паровых молотов - наплавление.
- 5. Диафрагмы рам платформ и металлических полувагонов и оконные каркасы пассажирских вагонов - сварка.
- 6. Каркасы детского стула, табуретки, теплицы - сварка.
- 7. Кожухи ограждения и другие слабонагруженные узлы сельскохозяйственных машин - сварка.
- 8. Кронштейны жатки, валики тормозного управления - сварка.
- 9. Кронштейны подрамников автосамосвалов - сварка.
- 10. Накладки и подкладки рессорные - сварка.
- 11. Опоки стальные - сварка.
- 12. Рамы баков трансформаторов- сварка.
- 13. Рамы матрацев кроватей, сетки панцирные и ромбические - сварка.
- 14. Резцы простые - наплавление быстрореза и твердого сплава.
- 15. Стальные и чугунные мелкие отливки - наплавление раковин на необрабатываемых местах.
Сварка электродуговая:
- 1. Бобышки, втулки, стаканы - прихватка.
- 2. Конструкции, не подлежащие испытанию - приваривание набора на стенде и в нижнем положении.
- 3. Плиты, стойки, угольники, уголки, каркасы, фланцы простые из металла толщиной свыше 3 мм - прихватка.
- 4. Площадки и трапы - наплавление валиков (рифление).
- 5. Стеллажи, ящики, щитки, рамки из угольников и полос - прихватка.
- 6. Тавровые узлы и чистка фундаментов под вспомогательные механизмы - сварка.
- 7. Набор к легким перегородкам и выгородкам в нижнем положении - приваривание на участке предварительной сборки.
- 8. Детали крепления оборудования, изоляции, концы технологические, гребенки, планки временные, бобышки - приваривание к конструкциям из углеродистых и низколегированных сталей.
Сварка в защитных газах:
- 1. Сварные соединения ответственных конструкций - защита сварного шва в процессе сварки.
§ 56. Электросварщик ручной сварки (3 - й разряд)
Характеристика работ
- Ручная дуговая и плазменная сварка средней сложности деталей, узлов и конструкций из углеродистых сталей и простых деталей из конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочного.
- Ручная дуговая кислородная резка, строгание деталей средней сложности из малоуглеродистых, легированных, специальных сталей, чугуна и цветных металлов в различных положениях.
- Наплавление изношенных простых инструментов, деталей из углеродистых и конструкционных сталей.
Должен знать:
- устройство применяемых электросварочных машин и сварочных камер;
- требования, предъявляемые к сварочному шву и поверхностям после кислородной резки (строгания);
- свойства и значение обмазок электродов;
- основные виды контроля сварных швов;
- способы подбора марок электродов в зависимости от марок стали;
- причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения.
Примеры работ
- 1. Барабаны битерные и режущие, передние и задние оси тракторного прицепа, дышла и рамы комбайна и хедера, шнеки и жатки, граблина и мотовила - сварка.
- 2. Боковины, переходные площадки, подножки, обшивка железнодорожных вагонов - сварка.
- 3. Буи и бочки рейдовые, артщиты и понтоны - сварка.
- 4. Валы электрических машин - наплавление шеек.
- 5. Детали каркаса кузова грузовых вагонов - сварка.
- 6. Детали кулисного механизма - наплавление отверстий.
- 7. Каркасы для щитов и пультов управления - сварка.
- 8. Катки опорные - сварка.
- 9. Кильблоки - сварка.
- 10. Кожухи в сборе, котлы обогрева - сварка.
- 11. Колодки тормоза грузовых автомобилей, кожухи, полуоси заднего моста - подваривание.
- 12. Конструкции, узлы, детали артустановки - сварка.
- 13. Корпуса электрической взрывоопасной аппаратуры - сварка.
- 14. Краны грузоподъемные - наплавление скатов.
- 15. Кузова автосалонов - сварка.
- 16. Рамы тепловоза - приваривание кондукторов, листов настила, деталей.
- 17. Резцы фасонные и штампы простые - сварка и наплавка быстрореза и твердого сплава.
- 18. Станины станков малых размеров - сварка.
- 19. Стойки, бункерные решетки, переходные площадки, лестницы, перила ограждений, настилы, обшивка котлов - сварка.
- 20. Трубы дымовые высотой до 30 м и вентиляционные из листовой углеродистой стали - сварка.
- 21. Трубы связные дымогарные в котлах и трубы пароперегревателей - сварка.
- 22. Трубы нагретые - наплавление буртов.
- 23. Трубопроводы безнапорные для воды (кроме магистральных) - сварка.
- 24. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка в стационарных условиях.
- 25. Шестерни - наплавление зубьев.
Сварка электродуговая:
- 1. Баки расширительные - сварка, приваривание труб.
- 2. Баки, трубопроводы, сосуды, емкости из углеродистой и низколегированных сталей под налив водой - сварка.
- 3. Буи, бочки рейдовые, артщиты и понтоны - сварка.
- 4. Валики, втулки - наплавление в нижнем положении.
- 5. Валы и станины электромоторов - заваривание раковин и трещин.
- 6. Выгородки легкие - сварка на стапеле между собой и к внутренним конструкциям.
- 7. Втулки на лицевых панелях главных распределительных щитов - приваривание к кондуктору.
- 8. Двери, крышки люков проницаемые - сварка.
- 9. Двери проницаемые, крышки люков - сварка.
- 10. Детали распределительных щитов: колпачки, заменители, желобки, петли, бочки, стойки, наварыши, шпильки - приваривание к корпусу, каркасу или крышке.
- 11. Детали судовых механизмов - наплавление кромок листов и других деталей при сборочных работах.
- 12. Детали узлов, фундаментов мелких толщиной металла 3 мм и выше из углеродистых сталей - сварка.
- 13. Диффузоры компенсаторов газотурбинных установок, фундаментальные рамы - прихватка деталей.
- 14. Дымоходы и дымовые трубы главных и вспомогательных котлов - сварка вертикальных и горизонтальных швов, приварка ребер жесткости.
- 15. Желоба прямые и угловые для прокладки кабелей - приваривание вдоль трассы дистанционного управления.
- 16. Заготовки круглые для штампов - сварка.
- 17. Замки: барашковые, регильные, рычажные, шпингалетные - сварка стыковых и нахлесточных соединений.
- 18. Зашивка при монтаже оборудования - сварка в нижнем положении.
- 19. Иллюминаторы облегченные - сварка.
- 20. Камеры водяные, кожухи компенсаторов, рамы, агрегаты питания - сварка.
- 21. Камеры для дробеметных установок, броневая защита для дробеструйных аппаратов - сварка.
- 22. Каркасы, кронштейны, балки и рамы приборные простой конструкции - сварка.
- 23. Каркас и обшивка вспомогательных водотрубных утилизационных котлов и воздухоподогревателей - сварка.
- 24. Каркасы, постели и другая оснастка для сборки крупных узлов - сварка в объемные узлы.
- 25. Карманы для фотосхем, пеналов, запасных предохранителей, плавких вставок - приваривание в токораспределительных устройствах.
- 26. Конструкции корпусные сварные из углеродистых и низколегированных сталей - воздушно-дуговое строгание во всех пространственных положениях (удаление временных элементов, выплавка дефектных участков сварных швов, разделка кромок).
- 27. Крепление балласта - сварка на стапеле.
- 28. Крышки герметических коробок - приварка обечаек, желобков.
- 29. Каркасы и облицовка дверей токораспределительных устройств - сварка.
- 30. Каркасы бытовок, постели - сварка в объемные узлы.
- 31. Катки электромостового крана - наплавление.
- 32. Кильблоки и клетки для стапеля - сварка.
- 33. Конструкции основного корпуса из сталей АК и ЮЗ - электроприхватка (удаляемая) по монтажным стыкам.
- 34. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной металла свыше 2 мм - сварка.
- 35. Корпуса турбин высокого давления - прихватка.
- 36. Кузова, рамы передвижных дизель-электростанций, рамки, рычаги, угольники - сварка.
- 37. Крепление спецпокрытий: шпильки, скобы, гребенки - приваривание.
- 38. Кольца распорные, противовесы, балки распорные - приваривание к ОК с технологическим непромером.
- 39. Крышки водонепроницаемые - приваривание под давлением от 0,1 до 1,5 МПа (1 -15 кгс/кв. см).
- 40. Комингсы крышек, дверей, люков, горловины, решетки - сварка.
- 41. Листы откидные, обтекатели, устройства судовые - сварка в цехе.
- 42. Люк светлый - сварка корпуса и приварка крышек.
- 43. Надстройки - приваривание набора, сварка и приварка к палубам.
- 44. Надстройки - приваривание набора, сварка и приваривание к палубам в нижнем и вертикальном положениях.
- 45. Насыщение слесарного корпуса - сварка.
- 46. Наружный корпус - сварка технологических заделок, не подлежащих контролю.
- 47. Несложные корпусные конструкции - электровоздушная строжка (наплавка корня шва и удаление временных креплений).
- 48. Обрешетники изоляции по бортам и переборкам - сварка на стапеле и на плаву.
- 49. Обрешетник - приваривание в потолочном положении.
- 50. Обуха и изделия грузоподъемные до 5 т - сварка участка предварительной сборки.
- 51. Обшивка каркасов, панели лицевые - приваривание к конструкциям.
- 52. Ограждения площадок, веерные ограждения поручня (шторм-поручни, поручни к трапам) - приваривание к конструкциям.
- 53. Опоры, накладки для распределительных щитов - сварка.
- 54. Пайпы настилов - сварка.
- 55. Подвески труб, кабелей, крепления электроприборов, скобы из углеродистых и низколегированных сталей - сварка.
- 56. Подставки опорные, тумбы, балки без разделки кромок - сварка.
- 57. Приспособления специальные для заливки кабельных коробок- приваривание втулки к валу.
- 58. Переборки легкие, выгородки - приваривание ребер жесткости в нижнем положении.
- 59. Перо руля из малоуглеродистых сталей - сварка.
- 60. Переборки поперечные и продольные, выгородки палубы - сварка узлов, полотнищ по стыкам и пазам в нижнем положении на участке предварительной сборки.
- 61. Планки, кницы, скобы, стойки, подвески труб, кабелей, крепление электроприборов - приваривание на стапеле.
- 62. Протекторы - приваривание.
- 63. Рамы и каркасы приборные сложной конфигурации - сварка.
- 64. Распорные балки, кольца, крестовины - приваривание к основному корпусу.
- 65. Решетки из трубок диаметром от 10 до 15 мм - сварка.
- 66. Ролики, ступицы, муфты - заварка и наплавление зубьев.
- 67. Рули - сварка плоской части перьев.
- 68. Столы газорезательные, ящики для перевозки деталей и шихты - сварка.
- 69. Скобы-тралы, переходные мостики, площадки, фальшборта, цифры, буквы - приваривание на стапеле.
- 70. Скобы, крепления пакетников, клещей, панелей - сварка.
- 71. Столы газорезательные, ящики для перевозки деталей и муфты - сварка.
- 72. Стеллажи для хранения документации - сварка.
- 73. Стенки из листового металла толщиной 3 мм и выше - сварка в нижнем и вертикальном положении.
- 74. Трапы вертикальные и наклонные (стальные), сходни - сварка.
- 75. Трубы дымоходов камбуза - сварка.
- 76. Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной свыше 2 мм - сварка.
- 77. Устройство воздухонаправляющее, воздухонагреватели водотрубных котлов - сварка.
- 78. Устройство леерное, погрузочное, лебедки, вьюшки - сварка.
- 79. Фланцы вентиляционные - сварка.
- 80. Фундаменты из углеродистых и низколегированных сталей: под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства, крепления оборудования - сварка.
- 81. Хвостовики сальников, пуансонов, штампов - приваривание к металлическим конструкциям.
- 82. Цилиндры, патрубки, стаканы, не требующие испытаний на герметичность - сварка продольных и кольцевых швов.
- 83. Шкафы и сейфы с замками - сварка.
- 84. Шпангоуты из углеродистых и низколегированных сталей - сварка и приваривание к обшивке на участке предварительной сборки.
- 85. Штампы средней сложности давлением до 400 т - сварка.
- 86. Якоря, ахтерштевни, форштевни - заварка дефектов.
Сварка в защитных газах:
- 1. Бобышки, донышки, крестовины, перегородки, планки, ребра, стаканы, угольники, фланцы, штуцеры в собранных сварных узлах из алюминиевых, медных и других сплавов - прихватка.
- 2. Выгородки легкие, платформы из сплавов - сварка между собой и приварка на стапеле к внутренним конструкциям.
- 3. Гильзы на опору из медных и медно-никелевых сплавов - сварка бобышек, отростков.
- 4. Детали изоляции водотрубных котлов - сварка.
- 5. Детали из алюминиевых сплавов, толщиной металла свыше 3 мм - прихватка.
- 6. Детали рамы из алюминиевых сплавов толщиной 6 мм - сварка.
- 7. Детали для крепления мебели и изделий из цветных сплавов - приваривание.
- 8. Изделия, работающие под давлением - защита шва в процессе сварки.
- 9. Изделия из алюминиевых сплавов толщиной металла свыше З мм (кожухи, желоба, панели, экраны, поддоны, коробки, корпуса, крышки, каркасы, кронштейны, узлы разные) - сварка.
- 10. Изделия из латуни толщиной металла до 1,5 мм - сварка под хромирование.
- 11. Каркасы, кронштейны, рамы из профильного металла, из сплавов - сварка.
- 12. Кожухи на трассе парового отопления и электрокабелей из цветных сплавов - сварка.
- 13. Коробки размером 300х300х100 мм - прихватка и сварка.
- 14. Мебель металлическая - сварка.
- 15. Набор в секциях из алюминиевых сплавов - прихватка при установке.
- 16. Отливки из цветных сплавов, несложных конструкций - заварка раковин и трещин.
- 17. Отливки цветного литья - заварка дефектов.
- 18. Планки, кассеты, скоб-мосты, подвески, хвостовики и другое насыщение из сплавов - приваривание.
- 19. Подвески, фундаменты под элетрооборудование - сварка на участке предварительной сборки.
- 20. Простые детали из титана и его сплавов - сварка.
- 21. Резервуары из сплавов, не требующие гидроиспытаний на непроницаемость - сварка.
- 22. Резервуары, не требующие гидроиспытаний на непроницаемость - сварка.
- 23. Устройства леерные (стойки, леера, обшивки, крючки заземления) из цветных сплавов - сварка.
- 24. Фундаменты главные, шпангоуты, рубки, цистерны - защита сварного шва в процессе сварки.
- 25. Шпильки, скобы из сплавов - приваривание к конструкциям судна.
§ 57. Электросварщик ручной сварки (4 - й разряд)
Характеристика работ
- Ручная дуговая и плазменная сварка средней сложности деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей, узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва.
- Ручная кислородная резка (строгание) сложных деталей из высокоуглеродистых, специальных сталей, чугуна и цветных металлов, сварка конструкций из чугуна.
- Наплавление нагретых баллонов и труб, дефектов деталей машин, механизмов и конструкций.
- Наплавление сложных деталей, узлов и сложных инструментов.
- Чтение чертежей сложных сварных металлоконструкций.
Должен знать:
- устройство различной электросварочной аппаратуры;
- особенности сварки и дуговой резки на переменном и постоянном токе;
- технологию сварки изделий в камерах с контролируемой атмосферой;
- основы электротехники в пределах выполняемой работы;
- способы испытания сварных швов;
- виды дефектов в сварных швах и методы их предупреждения и устранения;
- принципы подбора режима сварки по приборам;
- марки и типы электродов;
- механические свойства свариваемых металлов.
Примеры работ
- 1. Аппараты, сосуды, емкости из углеродистой стали, работающие без давления - сварка.
- 2. Арматура несущих железобетонных конструкций - сварка.
- 3. Баки трансформаторов - приваривание патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков.
- 4. Баллеры руля, кронштейны гребных валов - наплавление.
- 5. Гарнитура и корпуса горелок котлов - сварка.
- 6. Детали из чугуна - сварка, наплавление с подогревом и без подогрева.
- 7. Камеры рабочих колес гидравлических турбин - сварка и наплавление.
- 8. Каркасы промышленных печей и котлов ДКВР - сварка.
- 9. Картеры моторов - сварка.
- 10. Коллекторы газовыхлопные и трубы - сварка и подваривание.
- 11. Кольца регулирующие гидравлических турбин - сварка и наплавление.
- 12. Корпуса и мосты ведущих колес жатки - сварка.
- 13. Корпуса компрессоров, цилиндры низкого и высокого давления воздушных компрессоров - наплавление трещин.
- 14. Корпуса роторов диаметром до 3500 мм - сварка.
- 15. Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка.
- 16. Крепления и опоры для трубопроводов - сварка.
- 17. Кронштейны и шкворневые крепления тележки тепловоза - сварка.
- 18. Листы больших толщин (броня) - сварка.
- 19. Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях.
- 20. Подкосы, полуоси стойки шасси самолетов - сварка.
- 21. Плиты фундаментные крупные электрических машин - сварка.
- 22. Пылегазовоздухопроводы, узлы топливоотдачи и электрофильтров - сварка.
- 23. Рамы трансформаторов - сварка.
- 24. Рамы кроватей - сварка в поворотном кондукторе во всех пространственных положениях, кроме потолочного.
- 25. Резервуары для нефтепродуктов вместимостью менее 1000 куб.м - сварка.
- 26. Рельсы и сборные крестовины - наплавление концов.
- 27. Статоры турбогенераторов с воздушным охлаждением - сварка.
- 28. Станины дробилок - сварка.
- 29. Станины и корпуса электрических машин сварно-литые - сварка.
- 30. Станины крупногабаритных станков чугунные - сварка.
- 31. Станины рабочих клетей прокатных станов - наплавление.
- 32. Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка при монтаже.
- 33. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в стационарных условиях.
- 34. Трубопроводы технологические (V категории) - сварка.
- 35. Фрезы и штампы сложные - сварка и наплавка быстрореза и твердого сплава.
- 36. Фахверки, связи, фонари, прогоны, монорельсы - сварка.
- 37. Цилиндры блока автомашин - наплавление раковин.
- 38. Цистерны автомобильные - сварка.
Сварка электродуговая:
- 1. Арматура, трубопроводы, отростки, фланцы, штуцеры, баллоны, резервуары, цистерны из углеродистых сталей, работающих под давлением 1,5 до 4,0 МПа (от15 до 40 кгс/кв.см) - сварка.
- 2. Балки и траверзы тележек кранов и механизмов - сварка.
- 3. Бобышки, фланцы, наварыши, штуцеры баллонов компрессоров высокого давления - сварка.
- 4. Баллоны, баки, резервуары, цистерны, сепараторы, фильтры, испарители из углеродистых сталей - сварка под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см).
- 5. Бачки отражательные из малоуглеродистых сталей толщиной от 1,0 до 1,5 мм - сварка в нижнем положении.
- 6. Банкетки, корпуса шахт, корпуса лебедок, корпуса редукторов лебедок, палубные стаканы - сварка под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв. см) в нижнем положении.
- 7. Блок-секции - приваривание выгородок, насыщения к корпусу.
- 8. Валики ватерлиний - наплавление по корпусу судна.
- 9. Валы коленчатые средних размеров - сварка и наплавление изношенных частей.
- 10. Винты гребные, лопасти, ступицы обычного класса точности всех размеров и конструкций - воздушно-дуговое строгание всех поверхностей.
- 11. Выгородки, переборки и рубки - сварка и приваривание в различных пространственных положениях.
- 12. Газовыхлопы, воздухораспределители, трубы вентиляции в надстройке - сварка.
- 13. Глушители компенсаторов высокого давления, стальные, толщиной металла 1,5 мм и диаметром до 100 мм - сварка.
- 14. Двери, крышки люков водогазонепроницаемые - сварка.
- 15. Днищевые, бортовые, верхние и нижние палубы, платформы, объемные секции оконечностей, переборки поперечные и продольные - сварка стыков набора на стапеле.
- 16. Детали слесарного насыщения по основному корпусу и обшивке основных цистерн - сварка.
- 17. Детали шельфов - приваривание к межотсечным поперечным переборкам.
- 18. Двери, щиты, угольники, листы, втулки с толщиной металла от 1,4 до 1,6 мм - сварка.
- 19. Детали сложной конфигурации, предназначенные для работ под динамическими и вибрационными нагрузками, толщиной материала от 10 до 16 мм - сварка.
- 20. Изделия МСЧ - антикоррозийные наплавления из сталей типа АК на поверхности под механообработку.
- 21. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм, из легированной стали толщиной свыше 2 мм - сварка.
- 22. Коробки кабельные - сварка под испытанием давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при узловой сборке.
- 23. Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм, из легированной стали толщиной свыше 2 мм - сварка.
- 24. Каналы судовой вентиляции - приваривание к переборкам на стапеле.
- 25. Клюзы якорные - сварка.
- 26. Кожухи, желоба, панели, поддоны из легированных сталей толщиной до 2 мм - сварка.
- 27. Клапаны вентиляции - сварка.
- 28. Комингсы грузовых трюмов - сварка набора между собой.
- 29. Конструкции корпусные из углеродистых, низколегированных и высоколегированных сталей - воздушно-дуговая строжка в труднодоступных местах (выплавка корня шва, удаление временных элементов, выплавка дефектных участков).
- 30. Конструкции судовозного поезда - сварка.
- 31. Корпус надводного судна: наружная обшивка палубы - сварка стыков и пазов на стапеле во всех положениях.
- 32. Корпуса тяжелых иллюминаторов - сварка и вварка в корпус судна.
- 33. Корпусные конструкции и узлы, до 20% сварных швов которых подвергаются ультразвуковому или гаммаграфическому контролю - сварка.
- 34. Кронштейны, кромки, экраны из листового и профильного металла толщиной до 2 мм - сварка.
- 35. Крышки и корпуса подшипников из отливок - сварка под испытание на непроницаемость.
- 36. Листы съемные из углеродистых и низколегированных сталей - сварка.
- 37. Марки углубления, грузовая сварка - приварка к корпусу судна.
- 38. Мачты, грузовые стрелы, грузовые колонны - сварка монтажных стыков и забойных листов на стапеле.
- 39. Мачты сигнальные - сварка при сборке.
- 40. Металлоконструкции судов - подварка дефектных участков швов при испытании на стапеле и на плаву во всех положениях.
- 41. Межотсечные поперечные переборки - сварка.
- 42. Насыщение слесарно-корпусное - приваривание на поперечных и продольных переборках надстройки.
- 43. Набор продольный и поперечный днищевых, бортовых и палубных (расчетных) секций из конструкционных сталей - сварка между собой и приваривание к наружной обшивке и настилу палуб на предстапельной сборке.
- 44. Набор с разделкой кромок, стыки и пазы переборок из стали - сборка и приварка на участке предварительной сборки.
- 45. Набор днищевых секций высотой от 0,8 до 1,5 м - приваривание в носовой оконечности, к настилу дна и сварка между собой.
- 46. Надстройки, рубки из легированных сталей - сварка и приваривание к основному корпусу.
- 47. Настилы двойного дна - сварка стыков и пазов на стапеле.
- 48. Насыщение грузовых мачт, стрел (головки, фундаменты, площадки управления с леерным ограждением) - приваривание к конструкциям.
- 49. Обухи для транспортировки секций грузоподъемностью до 20 т - сварка и приваривание к секциям.
- 50. Обухи грузоподъемностью свыше 20 т - приваривание и сварка.
- 51. Перо руля из стали - сварка плоской части.
- 52. Поперечные и продольные переборки, наружные стенки надстроек - сварка стыков и пазов полотнищ во всех положениях на стапеле.
- 53. Подкрепления под фундаменты, упора строечного устройства, боковые кили, наружные стенки цистерн, наружные стенки дымовой трубы - приваривание на стапеле.
- 54. Прочие цистерны - сварка швов с разделкой кромок и конструктивным непроваром на секционной сборке.
- 55. Рельсы цеховых электротележек - сварка.
- 56. Стыки и пазы обшивки кормовой оконечности, бракет и стабилизаторов - сварка.
- 57. Стыки листов стенок, крыш и набора внутренних цистерн - сварка и приваривание к обшивке, переборкам и между собой.
- 58. Стыки монтажные железобетонных сводов - сварка.
- 59. Тамбур, шлюз, санузлы - сварка и привары.
- 60. Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной до 2 мм - сварка и приваривание к ним фланцев.
- 61. Трубопроводы из углеродистых сталей, работающие под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при толщине стенки трубы свыше 2 мм - сварка.
- 62. Трубопроводы - сварка стыков на подкладных кольцах с контролем качества швов рентгенографированием.
- 63. Трубопроводы - сварка стыков с наддувом с контролем качества швов рентгенографированием.
- 64. Устройства якорные, буксирные, спусковые и швартовные, упоры строевого устройства - сварка.
- 65. Фланцы, патрубки, штуцера, приварыши, насадки, ниппели --приваривание к трубопроводу под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см).
- 66. Фундаменты из легированных сталей под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства - сварка.
- 67. Шпангоуты - сварка стыков при термообработке на установке ТВЧ.
- 68. Штампы для прессов давлением свыше 400 т - сварка.
Сварка в защитных газах :
- 1. Арматура из оловянистых бронз под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - наплавление вскрывшихся дефектов отливок после механической обработки.
- 2. Арматура, литье, детали из алюминиево-магниевых сплавов- сварка, заварка дефектов.
- 3. Вентиляторы - сварка дисков со щеткой из алюминиевых сплавов.
- 4. Вьюшки из цветных сплавов - сварка.
- 5. Головки пламенной трубы, пламенная труба из алюминиевых сплавов - сварка.
- 6. Газовыхлопы, глушители из нержавеющих сталей, медно-никелевых сплавов - сварка.
- 7. Глушители компрессоров высокого давления из алюминиевых сплавов толщиной металла от 2 до 3 мм - сварка.
- 8. Детали насыщения корпуса из алюминиевых сплавов - приваривание в потолочном положении.
- 9. Детали и узлы из алюминиево-магниевых сплавов средней сложности, работающие под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см) - сварка.
- 10. Детали и узлы токораспределительных устройств из алюминиевых сплавов: коробки герметические, обечайки, угольники, петли - шарниры, банки, скобы, стойки, рамки, буртики, приварыши, сальники, желобки - приваривание к корпусу и сварка.
- 11. Корпусные конструкции после гидравлических испытаний - прихватка, сварка, исправление дефектов швов; привязка временных креплений.
- 12. Кольца отростки труб секций из цветных сплавов под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - сварка.
- 13. Конструкции из алюминиевых, титановых и цветных сплавов - заварка отверстий, прихватка в вертикальном и потолочном положении.
- 14. Крылатки, фланцы, крышки электроприборов из алюминиевых сплавов - заварка трещин, привязка отбитых частей.
- 15. Конструкции из сплавов - прихватка во всех пространственных положениях.
- 16. Конструкции из алюминиевых и титановых сплавов - правка методом наложения холостых валиков.
- 17. Конструкции композитные (сталь - алюминиевый сплав) - сварка с использованием биметаллических вставок.
- 18. Мачты из алюминиевых сплавов - сварка стыков и пазов ствола мачты и приварка комплектующих изделий.
- 19. Надстройки, рубки из алюминиевых сплавов - сварка объемных узлов, стыков набора в местах пересечения.
- 20. Отливки с толщиной стенки до 10 мм - заварка раковин, трещин под испытание давлением 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см).
- 21. Отливки из алюминиевых сплавов - заварка дефектов.
- 22. Отливки с толщиной стенки свыше 10 мм, работающие под давлением свыше 1,0 МПа (10 кгс/кв.см) - заварка дефектов.
- 23. Поршни гидроцилиндров и другие изделия (гаки якорных устройств, сальники лебедок) - наплавление медными сплавами.
- 24. Рамы, створки из цветного металла - приваривание входящих деталей.
- 25. Соединения тавровые - с полным проваром листа наружной обшивки из алюминиевых сплавов.
- 26. Стыки труб, не работающих под давлением, из алюминиевых и цветных сплавов - сварка поворотных стыков.
- 27. Трапы вертикальные и наклонные из алюминиевых сплавов - сварка.
- 28. Узлы арматуры из цветных металлов - приваривание деталей, заварка деталей под давлением от 0,1 до1,5 МПа (от 1 до 15 кгс/кв.см).
- 29. Фланцы, валики, корпуса, коробки, крышки, блоки - наплавление и заварка бронзой, сплавами, коррозионно-стойкими сталями.
- 30. Фундаменты под механизмы и приборы - правка.
- 31. Швы после автоматической сварки в защитных газах - выполнение галтелей и отделочных валиков.
- 32. Шпигаты из сплавов - обварка.
- 33. Шинопровод медный с толщиной металла 12 мм - сварка с предварительным подогревом металла.
§ 58. Электросварщик ручной сварки (5 - й разряд)
Характеристика работ
- Ручная дуговая и плазменная сварка сложных строительных и технологических конструкций, работающих в сложных условиях.
- Ручная дуговая кислородная резка (строгание) сложных деталей из высокоуглеродистых, легированных и специальных сталей и чугуна.
- Наплавление дефектов различных деталей машин, механизмов и конструкций.
- Наплавление сложных деталей и узлов.
Должен знать:
- электрические схемы и конструкции различных типов сварочных машин;
- технологические свойства свариваемых металлов, металла, наплавленного электродами различных марок и отливок, подвергающихся строганию;
- технологию сварки ответственных изделий в камерах с контролируемой атмосферой;
- выбор технологической последовательности наложения швов и режимов сварки;
- способы контроля и испытания ответственных сварных швов;
- правила чтения чертежей сложных сварных пространственных металлоконструкций.
Примеры работ
- 1. Аппараты и сосуды из углеродистых сталей, работающих под давлением, и из легированных сталей, работающих без давления - сварка.
- 2. Арматура мартеновских печей - сварка при ремонте действующего оборудования.
- 3. Арматура несущих и ответственных железобетонных конструкций: фундаменты, колонны, перекрытия и т.д. - сварка.
- 4. Баки уникальных мощных трансформаторов - сварка, включая приварку подъемных крюков, домкратных скоб, нержавеющих плит, работающих под динамическими нагрузками.
- 5. Балки хребтовые, буферные, шкворневые, рамы тележек локомотивов и вагонов, фермы кузова вагона - сварка.
- 6. Балки и траверсы тележек кранов и балансиры - сварка.
- 7. Балки пролетные мостовых кранов грузоподъемностью менее 30 т - сварка.
- 8. Барабаны котлов давлением до 4,0 МПа (38,7 атм) - сварка.
- 9. Блоки строительных и технологических конструкций из листового металла (воздухонагреватели, скубберы, кожухи доменных печей, сепараторы, реакторы, газоходы доменной печи и т.п.) - сварка.
- 10. Блоки цилиндров и водяные коллекторы дизелей - сварка.
- 11. Валы коленчатые крупные - сварка.
- 12. Газгольдеры и резервуары для нефтепродуктов объемом 5000 куб.м и более - сварка в стационарных условиях.
- 13. Газонефтепродуктопроводы - сварка на стеллаже.
- 14. Детали машин и механизмов (аппараты засыпные доменных печей, гребные винты, лопасти турбин, валки прокатных станов и т.п.) - на плавление специальными, твердыми, износостойкими и коррозионно-стойкими материалами.
- 15. Детали машин, механизмов и конструкций кованые, штампованные и литые (гребные винты, лопасти турбин, блоки цилиндров деталей и т.п.) - наплавление дефектов.
- 16. Кессоны для мартеновских печей, работающих при высоких температурах - сварка.
- 17. Колонны, бункера, стропильные и подстропильные фермы, балки, эстакады и т.п. - сварка.
- 18. Конструкции радиомачт, телебашен и опор ЛЭП - сварка в стационарных условиях.
- 19. Корпуса головок, траверсы, основания и другие сложные узлы прессов и молотов - сварка.
- 20. Корпуса роторов диаметром свыше 3500 мм - сварка.
- 21. Корпуса стопорных клапанов турбин мощностью свыше 25000 кВт - сварка.
- 22. Корпуса врубовых, погрузочных машин, угольных комбайнов и шахтных электровозов - сварка.
- 23. Крышки, статоры и облицовка лопастей и гидравлических турбин - сварка.
- 24. Мачты, вышки буровые и эксплуатационные - сварка при монтаже.
- 25. Основания из высоколегированных буровых труб под буровые вышки и трехдизельные приводы - сварка.
- 26. Плиты фундаментные для агрегата шагающего экскаватора - сварка.
- 27. Рамы и узлы автомобилей и дизелей - сварка.
- 28. Рамы шкворневые и поддизельные локомотивов - сварка.
- 29. Резервуары для нефтепродуктов вместимостью от 1000 до 5000 куб.м. - сварка на монтаже.
- 30. Стержни для станов холодной прокатки, труб и трубоволочильных станов - сварка отдельных элементов.
- 31. Стыки выпусков арматуры элементов несущих сборных.железобетонных конструкций - сварка.
- 32. Трубные элементы паровых котлов давлением до 4,0 МПа (38,7 атм.) - сварка.
- 33. Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка при монтаже.
- 34. Трубопроводы наружных и внутренних сетей газоснабжения среднего и высокого давления - сварка в стационарных условиях.
- 35. Трубопроводы технологические III и IV категорий (групп), трубопроводы пара и воды III и IV категорий - сварка.
- 36. Узлы подмоторных рам и цилиндры амортизаторов шасси самолетов - сварка.
- 37. Шины, ленты компенсаторы к ним из цветных металлов - сварка.
Сварка электродуговая:
- 1. Арматура, трубопроводы, отростки, фланцы, штуцеры, баллоны, резервуары, цистерны из коррозионно-стойких сталей, работающих под давлением от 1,5 до 4 МПа (от 15 до 40 кгс/кв.см.) - сварка.
- 2. Ахтерштевни, форштевни - сварка стыков и приваривание наружной обшивки.
- 3. Валы промежуточные, гребные и дейдвудные трубы - сварка.
- 4. Винты гребные - приваривание стальных, литых или кованных наделок лопастей.
- 5. Винты гребные, лопасти ступицы среднего, высшего и особого класса точности всех размеров и конструкций - воздушно-дуговое строгание всех поверхностей гребного винта, лопастей и ступиц.
- 6. Вертикальные кили и непроницаемые стрингеры - сварка монтажных стыков.
- 7. Газоплотнопрочные настилы из сталей - сварка и приваривание к основному корпусу.
- 8. Детали слесарного насыщения по основному корпусу и обшивке основных цистерн - приваривание.
- 9. Детали шельфов - приваривание к основному корпусу и к концевым поперечным переборкам.
- 10. Детали из стали - воздушно-дуговая строжка (выплавка корня шва и удаление временных креплений).
- 11. Детали, работающие в условиях вибрационных нагрузок - сварка секций.
- 12. Корпуса судов из углеродистых и низколегированных сталей - сварка стыков и пазов наружной обшивки во всех пространственных положениях.
- 13. Корпуса катеров (ремонт) - сварка.
- 14. Кронштейны, мортиры и выкружки гребных валов - сварка, сварка стыков, приваривание к корпусу.
- 15. Колонны стабилизирующие, раскосы, связи трубчатой и коробчатой форм плавучих буровых установок - сварка при монтаже на плаву.
- 16. Конструкции из маломагнитной стали толщиной металла от 1,5 до 3 мм, планированных сталей - сварка.
- 17. Корпуса судовых насосов, сегменты сопел с фрезерными лопатками, судовые рулевые машины (цилиндры, плунжеры, клапанные коробки) - сварка.
- 18. Кронштейны, мортиры, выкружки гребных винтов - сварка и приваривание на судах типа.
- 19. Комингсы люков из легированных сталей - приваривание к обшивке корпуса (под наблюдением технолога).
- 20. Конструкции из стали ЮЗ - сварка стыков и пазов.
- 21. Концевые и межотсечные переборки - приваривание к основному корпусу.
- 22. Кормовые и носовые оконечности в замкнутых помещениях в цеховых условиях - сварка набора между собой и к обшивке оконечностей.
- 23. Набор с разделкой кромок, стыки и пазы переборок из стали - сборка и приваривание на участке предварительной сборки.
- 24. Ниши якорных клюзов - приваривание к наружной обшивке на стапеле.
- 25. Обухи, траверсы, балки пролетных мостовых кранов грузоподъемностью до 30 т - приваривание и сварка.
- 26. Обшивка и набор ОР, надстройка обтекателей и оконечностей НК - приваривание к ОК.
- 27. Опорные детали фундаментов открывания щитов - сварка между собой и приваривание к конструкциям носовой оконечности.
- 28. Обшивка и набор стабилизаторов - приваривание к мортирам.
- 29. Основные цистерны - сварка и прихватка их к основному корпусу.
- 30. Обшивка наружного корпуса из сталей - сварка монтажных стыков.
- 31. Палубы и платформы - сварка стыков и пазов в потолочном положении на стапеле.
- 32. Приварыши, наварыши из легированных сталей, контейнерные стаканы - приваривание на стапеле.
- 33. Полотна и наборы переборок и цистерн, расположенных внутри ОК и неравнопрочных ему - сварка.
- 34. Полотна распорных платформ - приваривание к переборкам.
- 35. Поперечные и продольные бракеты стабилизаторов - сварка между собой.
- 36. Рамы фундаментные компрессоров высокого давления - сварка.
- 37. Стыки и пазы наружной обшивки технологических конструкций корпуса судна - сварка на пристапельной сборке.
- 38. Секции кормовых и основных оконечностей на участке предварительной сборки и стапеле - сварка стыков и пазов.
- 39. Сварка и набор непроницаемых переборок и стрингеров, стабилизаторов, рулей, насадок, гондол - сварка на участке.
- 40. Стыки и пазы обечаек основного корпуса - сварка.
- 41. Стыки и пазы наружной обшивки из сталей типа АК и ЮЗ, стрингеры, вертикальный киль, шпангоуты - сварка шва во всех пространственных положениях со сквозным проводом.
- 42. Трубопроводы из низколегированных и коррозионно-стойких сталей, работающие под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при толщине стенки трубы свыше 2 мм - сварка.
- 43. Фундаменты под главные механизмы, подкрепления межотсечных переборок, внутренних цистерн - сварка.
- 44. фундаменты под выдвижные устройства - приваривание к опорным плитам, платформам и импульсной цистерне.
- 45. Шахты, прочие рубки, комингсы входных и погрузочных люков - приваривание к основному корпусу.
- 46. Шпангоуты - сварка стыков и приваривание к основному корпусу.
- 47. Шахты, прочие рубки - сварка стыков и пазов.
- 48. Штампы - наплавление твердыми сплавами.
- 49. Штампы сложной конфигурации, тарелки, штоки, наконечники, шпиндели - наплавление кромок твердыми сплавами.
Сварка в защитных газах:
- 1. Аппараты теплообменные и другие змеевики из легких и цветных сплавов, а также баки, резервуары и сосуды из алюминиевых сплавов под гидравлическим давлением от 1,5 до 4,0 МПа (от 15 до 40 кгс/кв.см) - сварка.
- 2. Арматура из сплавов, трубопроводы и арматура из алюминиевых сплавов - приваривание фланцев, штуцеров, насадок, ниппелей.
- 3. Арматура к сильфонным компенсаторам из коррозионно-стойких сталей и титановых сплавов - приваривание со 100% гаммаграфированием.
- 4. Блоки, каркасы, коробки, крышки, панели из цветного металла - сварка под испытанием давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см).
- 5. Винты гребные из цветных сплавов - наплавление, заварка трещин, приваривание наделок.
- 6. Двери и узлы с толщиной металла до 1,5 мм из однородных и разнородных алюминиевых сплавов - сварка.
- 7. Детали сложной конфигурации из разнородных алюминиевых сплавов и коррозионно-стойких сталей при толщине стенки до 2 мм - сварка.
- 8. Кожухи, обтекатели из сплавов - сварка под испытанием давлением до 4,0 МПа (40 кгс/кв.см).
- 9. Компенсаторы и другие ответственные узлы водотрубных котлов из сплавов - сварка.
- 10. Корпуса из коррозионно-стойких сталей, работающих под давлением от 1,5 до 4,0 МПа (от 15 до 40 кгс/кв.см) - сварка.
- 11. Надстройки из сплавов - приваривание к корпусу.
- 12. Насыщение корпуса и концевых переборок из сплавов - приваривание.
- 13. Трубопроводы из медно-никелевых и алюминиевых сплавов, работающих под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - сварка.
- 14. Трубы из медных, медно-никелевых, алюминиевых сплавов, из коррозионно-стойких сталей и сплавов - сварка стыков, приваривание фланцев, патрубков, штуцеров, приварышей под давлением от 1,5 до 4,0 МПа (от 15 до 40 кгс/кв.см).
- 15. Трубы дейдвудные, валы гребные, крышки герметизированного закрытия - наплавление цветными сплавами и коррозионно-стойкими сталями.
- 16. Узлы агрегатов из сплавов толщиной металла 0,3 мм - сварка.
§ 59. Электросварщик ручной сварки (6 - й разряд)
Характеристика работ
- Ручная дуговая и плазменная сварка сложных аппаратов, узлов, конструкций и трубопроводов из различных сталей, цветных металлов и сплавов.
- Ручная дуговая и газоэлектрическая сварка сложных строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций сложной конфигурации.
- Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов.
- Сварка сложных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
Должен знать:
- конструкцию обслуживаемого оборудования;
- разновидности титановых сплавов, их сварочные и механические свойства;
- виды коррозии и факторы, вызывающие ее;
- методы специальных испытаний свариваемых изделий и назначение каждого из них;
- схемы откачных систем камер с контролируемой атмосферой;
- основные виды термической обработки сварных соединений;
- основы металлографии сварных швов.
Примеры работ
- 1. Балки рабочих площадок мартеновских цехов, конструкций бункерных и разгрузочных эстакад металлургических предприятий, балки подкрановые под краны тяжелых режимов работы, стрелы шагающих экскаваторов - сварка.
- 2. Балки пролетные мостовых кранов грузоподъемностью 30 т и выше - сварка.
- 3. Барабаны котлов с давлением свыше 4,0 МПа (38,7 атм.) - сварка.
- 4. Газгольдеры и резервуары для нефтепродуктов объемом 5000 куб.м и более - сварка при монтаже.
- 5. Газонефтепродуктопроводы магистральные - сварка при монтаже.
- 6. Емкости, колпаки, сферы и трубопроводы вакуумные и криогенные - сварка.
- 7. Емкости и покрытия сферические и каплевидные - сварка.
- 8. Замки бурильных труб и муфт - сварка двойным швом.
- 9. Колеса рабочие газотурбокомпрессоров, паровых турбин, мощных воздуходувок - приваривание лопастей и лопаток.
- 10. Колонны синтеза аммиака - сварка.
- 11. Конструкции радиомачт, телебашен и опор ЛЭП - сварка при монтаже.
- 12. Коробки паровых турбин - сварка и наплавление раковин.
- 13. Корпуса статоров крупных турбогенераторов с водородным и водородно-водяным охлаждением - сварка.
- 14. Корпуса тяжелых дизельных двигателей и прессов - сварка.
- 15. Котлы паровые судовые - приваривание донышек, сварка ответственных узлов односторонним стыковым швом.
- 16. Конструкции из легких алюминиево-магниевых сплавов - сварка.
- 17. Лапы и шорошки буровых долот, бурильные паропроводники - сварка.
- 18. Нефте- и газопроводы - сварка для ликвидации разрывов.
- 19. Обвязка трубопроводами нефтяных и газовых скважин и скважин законтурного заводнения - сварка.
- 20. Резервуары и конструкции из двухслойной стали и других биметаллов - сварка.
- 21. Стержни арматуры железобетонных конструкций в разъемных формах - сварка ванным способом.
- 22. Строения пролетные металлических и железобетонных мостов - сварка.
- 23. Трубные элементы паровых котлов давлением свыше 4,0 МПа (38,7 атм.) - сварка.
- 24. Трубопроводы напорные; камеры спиральные и камеры рабочего колеса турбин гидроэлектростанций - сварка.
- 25. Трубопроводы наружных сетей газоснабжения среднего, высокого давления - сварка при монтаже.
- 26. Трубопроводы технологические I и II категорий (групп), трубопроводы пара и воды I и II категорий - сварка.
Сварка электродуговая:
- 1. Аппараты теплообменные и другие сосуды из специальных сталей под пробное давление свыше 20,0 МПа (свыше 200 кгс/кв.см) - сварка.
- 2. Бракеты ПЦ - приваривание к обшивке.
- 3. Горловины из легированных сталей - сварка герметичным швом под давлением свыше 4,0 МПа (свыше 40 кгс/кв.см).
- 4. Двери и воротники входных люков с полотном переборок - вварка.
- 5. Емкости буферные под воздушное давление 40,0 МПа (400 кгс/кв.см) - сварка.
- 6. Заглушки для гидравлических испытаний блока - приваривание.
- 7. Коллекторы, камеры, трубы, баллоны, цистерны, резервуары из углеродистых и низколегированных сталей под давлением свыше 4,0 МПа (свыше 40 кгс/кв.см) - сварка.
- 8. Коробки кабельные - сварка под испытанием давлением свыше 4,0 МПа (свыше 40 кгс/кв.см).
- 9. Корпуса захлопок и труб ТА - приваривание к основному корпусу изд.21.
- 10. Корпуса баков специального назначения (полотна днища, поперечные переборки, крыша) - сварка.
- 11. Колонны опорные плавучих буровых установок - сварка при монтаже.
- 12. Конструкции из высокопрочных специальных сталей - сварка монтажных стыков ОК в вертикальном и потолочном положениях.
- 13. Корпусные конструкции и узлы, 100% сварных швов которых подвергается ультразвуковому или гаммаграфическому контролю - сварка.
- 14. Листы съемные корпуса из высокопрочных сталей - сварка после гидравлических испытаний.
- 15. Межкорпусные переходы, коминг-площадки, трубы ТА и дейдвудные - сварка и правка.
- 16. Мортиры, горловины, выкружки, стулья, стаканы и прочие - сварка и приваривание.
- 17. Обухи, траверсы, балки пролетных кранов грузоподъемностью свыше 30 т - сварка.
- 18. Обшивка ОК, ПР - сварка стыков и пазов.
- 19. Обшивка наружных прочных цистерн и выгородок - сварка и приваривание.
- 20. Обшивка и шпангоуты спасательных устройств, а также ввариваемых в них комингсов, штоковые устройства - сварка и приваривание.
- 21. Обшивка и шпангоуты контейнеров - сварка.
- 22. Обшивка внутренних прочных цистерн, рецессов, выгородок и полотен непроницаемых переборок (стрингеров) - сварка между собой и приваривание.
- 23. Прочие капсулы, камеры, гондолы и т.д., работающие на полное забортное давление - сварка.
- 24. Полотна шельфов и набор концевых прочных переборок - сварка и приваривание.
- 25. Полотна и набор межкорпусных связей ОК и равнопрочных конструкций - сварка и приваривание к ОК.
- 26. Полотна и наборы распорных платформ и непроницаемых переборок - сварка и приваривание.
- 27. Стенки и ребра жесткости рамы ПТУ, фундаменты главных механизмов - сварка и приваривание.
- 28. Съемные листы и заделки основного корпуса изд.21 - сварка.
- 29. Торцы набора концевых переборок, наружных и внутренних цистерн - приваривание к обшивке ОК и ПЦ.
- 30. Трубопроводы главного и вспомогательного пара - приваривание арматуры и отпрысков под давлением свыше 4,0 МПа (свыше 40 кгс/кв.см).
- 31. Трубы котельные под пробное давление свыше 4,0 МПа (свыше 40 кгс/кв.см), неповоротные стыки под прочное давление свыше 2,5 МПа (свыше 25 кгс/кв.см) - сварка.
- 32. Трубопроводы - сварка в труднодоступных местах с контролем качества швов рентгенографированием.
- 33. Трубопроводы высокого давления с рабочим давлением 40,0 МПа (400 кгс/кв.см) и выше на плавучих буровых установках - сварка.
- 34. Трубы биметаллические под давлением свыше 20,0 МПа (свыше 200 кгс/кв.см) - правка фланцев и сварка.
- 35. Швы сварные - сварка в труднодоступных местах с применением зеркала.
Сварка в защитных газах:
- 1. Аппараты теплообменные из алюминиевых и медных сплавов под гидравлическим давлением свыше 4,0 МПа (свыше 40 кгс/кв.см) - сварка.
- 2. Арматура из оловянистых бронз и кремнистой латуни - заварка дефектов под давлением свыше 4,0 МПа (свыше 40 кгс/кв.см).
- 3. Баллоны из титановых сплавов и коррозионностойких сталей под давлением свыше 4,0 МПа (свыше 40 кгс/кв.см) - сварка.
- 4. Иллюминаторы из специальных сплавов и сталей под давлением свыше 20,0 МПа (свыше 200 кгс/кв.см) - предварительная сварка и вварка в корпус.
- 5. Колпаки, обечайки, корпуса, крышки, трубы из цветных металлов - сварка под испытание давлением свыше 4,0 МПа (свыше 40 кгс/кв.см).
- 6. Конструкции из сплавов и коррозионностойких сталей, работающих под давлением свыше 20,0 МПа (свыше 200 кгс/кв.см) - сварка.
- 7. Конструкции специальные из коррозионностойких сталей толщиной до 2 мм, подвергаемые рентгеногаммаграфированию, гидро- и пневмоиспытаниям под давлением свыше 5,0 МПа (свыше 50 кгс/кв.см) - сварка.
- 8. Контейнеры, корпуса из коррозионностойких сталей - сварка под испытание давлением свыше 5,0 МПа (свыше 50 кгс/кв.см).
- 9. Патрубки из коррозионностойких сталей - сварка неповоротных стыков.
- 10. Стыки труб из медно-никелевых, медных, алюминиевых, титановых сплавов, коррозионностойких сталей в системах с давлением свыше 4,0 МПа (свыше 40 кгс/кв.см) - сварка, приваривание арматуры.
- 11. Стыки монтажные корпуса из специальных сталей и сплавов - сварка в труднодоступных местах.
- 12. Трубопроводы из коррозионностойких сталей под давлением свыше 5,0 МПа (свыше 50 кгс/кв.см) - сварка в труднодоступных местах с применением зеркала.
- 13. Установки водоопреснительные медные - сварка под давлением 0,6 МПа (6 кгс/кв.см).
ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ
2-й разряд
Должен уметь:
1. Производить ручную дуговую и плазменную сварку простых детатей, узлов и конструкций из углеродистых сталей в нижнем, вертикальном положениях сварного шва.
2. Производить наплавку простых неответственных деталей.
3. Нагревать детали и изделия перед сваркой.
4. Выполнять прихватку деталей и изделий и конструкций во всех пространственных положениях сварного шва.
Должен знать:
1. Принцип действия электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока.
2. Правила обслуживания электросварочных аппаратов.
3. Порядок подготовки кромок изделий под сварку.
4. Типы разделок.
5. Основные свойства применяемых электродов, свариваемого материала и сплавов.
6. Назначение и условия применения контрольно-измерительных приборов.
7. Причины дефектов при сварке и способы их предупреждения.
8. Общие сведения о сварке в защитном газе.
9. Устройство горелок для сварки неплавящимся электродом в защитном газе.
3-й разряд
Должен уметь:
1. Производить ручную дуговую и плазменную сварку деталей, узлов и конструкций средней сложности из углеродистых сталей и простых деталей их конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочного.
2. Производить ручную дуговую кислородную резку, строгание деталей средней сложности из малоуглеродистых, легированных, специальных сталей, чугуна и цветных металлов в различных положениях.
3. Производить наплавку изношенных простых инструментов, деталей из углеродистых и конструкционных сталей.
4. Соблюдать требования безопасности труда.
Должен знать:
1. Устройство применяемых электросварочных машин и сварочных аппаратов.
2. Требования к сварному шву и поверхностям после кислородной резки (строгания).
3. Свойства и значение покрытий электродов.
4. Основные виды контроля сварных швов.
5. Способы подбора марок электродов в зависимости от марок стали.
6. Причины внутренних напряжений и деформаций в свариваемых изделиях, меры их предупреждения.
7. Правила организации труда на своем рабочем месте.
ЭЛЕКТРОГАЗОСВАРЩИК
3-й разряд
Должен уметь:
1. Производить ручную дуговую, плазменную, газовую, автоматическую и полуавтоматическую сварку простых деталей, узлов и конструкций из конструкционных сталей, цветных металлов и сплавов, а также средней сложности деталей во всех положениях шва, кроме потолочного.
2. Производить кислородную плазменную прямолинейную и криволинейную резку металла, простой и средней сложности деталей из углеродистых и легированных сталей, цветных металлов и сплавов по разметке вручную на переносных, стационарных и плазморезательных машинах во всех положениях сварного шва.
3. Производить ручную кислородную резку и резку бензорезательными и керосинорезательными аппаратами на заданные размеры с выделением отходов цветных металлов и сохранением или вырезом узлов и частей машин.
4. Производить ручное дуговое воздушное строгание простых и средней сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях.
5. Производить наплавку раковин и трещин в деталях, узлах и отливах средней сложности.
6. Производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима.
Должен знать:
1. Устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, а также плазмотрона.
2. Требование к сварочному шву и поверхности после воздушного строгания.
3. Способы подбора марок электрода в зависимости от марок стали.
4. Свойства и значение обмазок электродов.
5. Строение сварного шва.
6. Правила подготовки деталей и узлов под сварку и заварку.
7. Правила подбора режима нагрева металла в зависимости от его марки и толщины.
8. Причины внутренних напряжений и деформирования в свариваемых изделиях, меры их предупреждения.
9. Основные технологические приемы сварки и наплавки деталей из различных сталей, чугуна, цветных металлов и сплавов, режим резки и расхода газов при кислородной и газоэлектрической резке.
4-й разряд
Характеристика работ:
Ручная дуговая и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей, чугуна, цветных металлов и сплавов и сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва.
Ручная кислородная плазменная и газовая прямолинейная и фигурная резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке. Кислородная резка деталей из высокохромистых и хромистоникелевых сталей и чугуна. Кислородная резка судовых объектов на плаву. Автоматическая и механизированная сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных статей, чугуна, цветных металлов и сплавов.
Ручное электродуговое воздушное строгание сложных и ответственных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях. Сварка конструкций из чугуна. Наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление. Горячая правка сложных и ответственных конструкций. Чтение чертежей сложных сварных металлоконструкций.
Должен знать:
Устройство различной электросварочной и газорезательной аппаратуры, автоматов и полуавтоматов, особенности сварки и электродугового строгания на переменном и постоянном токе; основные законы электротехники в пределах выполняемой работы; виды дефектов в сварных швах и методы их предупреждения и устранения; основные сведения о свариваемости металлов; механические свойства свариваемости металлов; принципы подбора режима сварки по приборам; марки и типы электродов; общие сведения о методах получения и хранения наиболее распространенных газов: ацетилена, водорода, кислорода, пропан-бутана, используемых при газовой сварке; процесс газовой резки легированной стали.
ГАЗОСВАРЩИК
2-й разряд
Характеристика работ: газовая сварка простых деталей, узлов и конструкций их углеродистых сталей в нижнем и вертикальном положениях сварного шва. Наплавка простых неответственных деталей. Устранение раковин и трещин наплавкой в простых отливах. Подогрев конструкций и деталей при правке.
Должен знать: принципы работы обслуживаемых газосварочных аппаратов, газогенераторов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок; виды сварных соединений и швов; подготовку кромок изделий для сварки; типы разделов и обозначение сварных швов на чертежах; основные свойства газов и жидкостей, применяемых при сварке; допускаемое остаточное давление газа в баллонах; назначение и марки флюсов, применяемых при сварке; причины возникновения дефектов при сварке; характеристику газового пламени.
3-й разряд
Характеристика работ:
газовая сварка средней сложности узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва, кроме потолочных. Устранение раковин и трещин в деталях и узлах средней сложности наплавкой. Наплавка твердыми сплавами простых деталей. Предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима.
Должен знать:
устройство обслуживаемой и газосварочной аппаратуры; строение сварных швов и способы их испытания; основные свойства свариваемых металлов; правила подготовки деталей и узлов под сварку и наплавку; правила выбора режима нагрева металлов в зависимости от его марки толщины; причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения; основные технологические приемы сварки и наплавки деталей из стали, цветных металлов и чугуна.
ЭЛЕКТРОСВАРЩИК НА АВТОМАТИЧЕСКИХ И ПОЛУАВТОМАТИЧЕСКИХ МАШИНАХ
2-й разряд
Характеристика работ: автоматическая и механизированная сварка простых узлов, деталей и конструкций из углеродистых и конструкционных сталей. Выполнение работ по обслуживанию установок для автоматической электрошлаковой сварки и автоматов специальных конструкций при сварке конструкций под руководством электросварщика более высокой квалификации. Прихватка деталей, изделий, конструкций во всех пространственных положениях полуавтоматами. Подготовка металла для сварки. Наплавка дефектов деталей и отливок. Зачистка деталей и изделий под автоматическую и механизированную сварку. Установка деталей и изделий в приспособлениях. Заправка электродной проволокой. Чтение простых чертежей.
Должен знать: принцип действия применяемых электросварочных автоматов и полуавтоматов; основные сведения о применяемых источниках питания; виды сварных соединений и швов; типы разделок и обозначение сварных швов на чертежах; правила подготовки металла для сварки; основные свойства применяемой электродной проволоки, флюсов, защитного газа и свариваемых металлов и сплавов; назначение и условия применения контрольно-измерительных приборов; общие сведения об автоматической и механизированной сварке; причины возникновения деформации металлов при сварке и способы ее предупреждения.
3-й разряд
Характеристика работ:
автоматическая и механизированная сварка с использованием плазмотрона во всех пространственных положениях сварного шва средней сложности аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей. Наплавка простых и средней сложности деталей и узлов. Автоматическая микроплазменная сварка. Обслуживание установок для автоматической электрошлаковой сварки и автоматов при сварке конструкций.
Должен знать:
устройство применяемых сварочных автоматов, полуавтоматов, плазмотронов и источников питания; свойства и назначение сварочных материалов; основные виды контроля сварных швов; выбор сварочных материаюв; причины возникновения внутренних напряжений и деформаций в свариваемых изделиях и меры их предупреждения; установление режимов сварки по заданным параметрам.
Скачать в формате doc: Вы не можете скачивать файлы с нашего сервера