The work on typing TP (according to A.P. Sokolovsky) is divided into two stages. The first stage of TP typification is the classification of machine parts. The main features of the classification are the configuration of the part, its purpose and technological tasks during manufacturing. Parts undergoing machining are divided into three main types: rotating parts, multi-axis parts, planar parts. These three types are divided into 15 classes; within each class, parts are divided into groups, subgroups and types. Moreover, at each classification level, the identity of the combined parts is established (Fig. 5.3).
The classification provides for the grouping of parts that are similar in design, size, weight and general TP. The main task of the classification is to bring the entire variety of workpieces, surfaces and their combinations to a minimum number of types for which standard TP processing can be developed. The work on classifying parts is combined with the unification and standardization of their designs.

This makes it possible to enlarge batches of parts, use more advanced technology in their production, and reduce the range of cutting and measuring tools. The second stage of typification is the development of a fundamentally general TP with the establishment of standard sequences and content of operations, basing schemes and equipment designs. A type of part has the same technological route for all parts of this type, on the basis of which a standard technological process is developed. Typical TP is a technological process characterized by the unity of content and sequence of most technological operations and transitions for a group of products - parts with common design features. A typical TP in a specific production environment is developed for a typical representative of a group of products - a standard product that belongs to a group of products that are similar in configuration and has the largest number of design and technological features of this group. TP for the manufacture of parts of one group is carried out on homogeneous equipment using the same type of technological equipment.
The standard technology is intended to ensure a minimum variety of TP and technological means by reasonably reducing their number to a limited number of types, which leads to the development of standards for standard TP. This, in turn, creates the preconditions for a significant reduction in time spent at the Chamber of Commerce and Industry, as well as for the implementation of advanced technological solutions.
ACS life cycle
The GOST 34.601-90 standard provides for the following stages and stages of creating an automated system:
1. Formation of requirements for speakers
2. Inspection of the facility and justification of the need to create a nuclear power plant
3. Formation of user requirements for speakers
4. Preparation of a report on the completion of work and an application for the development of an NPP
5. Development of the AC concept
6. Study of the object
7. Carrying out the necessary research work
8. Development of options for the AC concept and selection of an option for the AC concept that meets user requirements
9. Drawing up a report on the work done
10. Terms of reference
11. Development and approval of technical specifications for the creation of nuclear power plants
12. Draft design
13. Development of preliminary design solutions for the system and its parts
14. Development of documentation for the NPP and its parts
15. Technical design
16. Development of design solutions for the system and its parts
17. Development of documentation for the NPP and its parts
18. Development and execution of documentation for the supply of components
19. Development of design tasks in adjacent parts of the project
20. Working documentation
21. Development of working documentation for the NPP and its parts
22. Development and adaptation of programs
23. Commissioning
24. Preparing an automation object
25. Personnel training
26. Complete set of speakers with supplied products (software and hardware, software and hardware systems, information products)
27. Construction and installation work
28. Commissioning work
29. Conducting preliminary tests
30. Conducting trial operation
31. Conducting acceptance tests
32. AC support.
33. Carrying out work in accordance with warranty obligations
34. Post-warranty service
Sketch, technical designs and working documentation are the consistent construction of more and more accurate design solutions. It is possible to exclude the “Sketch Design” stage and individual stages of work at all stages, to combine the “Technical Design” and “Working Documentation” stages into a “Technical Detailed Design”, to carry out various stages and work in parallel, and to include additional ones.
This standard is not entirely suitable for current developments: many processes are not sufficiently reflected, and some provisions are outdated.
Design and development of automated control systems is a process aimed at increasing the productivity of industrial enterprises and the quality of manufactured products. Moreover, an automated control system allows us to provide a fundamentally new quality of administration of production processes, which is especially important for any modern enterprise. In particular, an automated control system is necessary when the technological processes used in the organization are complex and inadmissible failures, which can lead to significant material losses.
Proper design of automated control systems minimizes the likelihood of human factors affecting work and, as a consequence, the quality of manufactured products.
The result of the automated control system design is a completely finished automated control system infrastructure, which is maximally adapted to the customer’s facility. Modern methods of designing automated control systems are based on strict compliance with standardization requirements regarding:
¾ reliability;
¾ uninterrupted operation;
¾ functionality;
¾ convenience and ease of use.
The most important quality - reliability - during the design of automated control systems is achieved through the use of internal diagnostic subsystems, as well as through the implementation of monitoring and standardization systems. On the other hand, competent design in order to build an effective automated control system infrastructure is not always enough. To achieve optimal results when implementing such large-scale projects, it is necessary to use high-quality modern equipment from reliable, time-tested manufacturers.
After completion of the design processes, installation and commissioning of systems follows. At all stages, from design to commissioning, issues of quality and technical compliance of systems with modern requirements are important.
The purpose and objectives of designing automated control systems
The purpose of designing an automated control system at an industrial enterprise is to create a project for a local or automated control system for the technological processes of an object or a set of such objects.
The main tasks solved in the process of designing an automated control system include the following tasks.
¾ Analysis of the automation object and formulation of technical requirements for the system.
¾ Determination of a rational level of automation, determination of the structure of the control and management system of the automated process.
¾ Selection and justification of methods for monitoring, regulation and management of technological processes, forecasting and diagnostics.
¾ Selection of a set of technical automation equipment.
¾ Optimal placement of automation equipment on process equipment, locally, on switchboards and consoles in control stations.
¾ Ensuring the effectiveness of installation methods for technical means of automated control systems and communication lines.
¾ Preparation of technological and operational documentation.
¾ Ensuring openness of the automated control system.
The requirements for the design process and implementation of automated control systems for industrial facilities, as a specific class of technical systems, are influenced by the following features of these systems:
¾ physical heterogeneity of both control objects and devices and elements included in automated control systems;
¾ continuous dynamic process of functioning of both control objects and automated control systems;
¾ multi-criteria conditions for functioning and performance, while many criteria are contradictory, for example, stability and accuracy, reliability and weight and size characteristics, etc.;
¾ uncertainty of specified parameters and disturbing influences, determined by the presence of not only external, but also internal influences, non-stationary time parameters of devices and elements of control systems;
¾ the presence of several control loops, multidimensionality of control systems.
An effective solution to the problems facing developers that arise during the design process is impossible without forecasting and modeling of automated and designed objects, the development of progressive design tools and methods, and analysis of forecasts for the development of automated technological processes and technical automation equipment. These problems can be solved by using unified design solutions, improving the regulatory framework for design and a system of evaluation indicators for the quality of design solutions, improving the organization and management of the design process.
One of the determining factors for improving the quality and efficiency of automated control system projects in the context of improving the design process and the widespread use of design automation systems is the development of regulatory support. Regulatory and technical documents that are part of the regulatory support for the design process of automation systems are a set of norms, rules, and mandatory requirements, developed in the prescribed manner and approved by the relevant authorities. Such documents include documents of the state standardization system (GOST, OST, STP) and documents containing, along with mandatory requirements, advisory ones that allow possible solutions depending on specific conditions and related factors (SNiP, RD, MU). Such documents are widely used in the design process of automated control systems.
At all stages and stages of automated control system design, designers must be guided by the state standards of the Unified System of Standards for Automated Control Systems (ESS ACS). The ESS ACS system is a complex of interconnected GOSTs that establish terms and definitions, types and composition, rules and methods for development, acceptance and operation, requirements for the ACS as a whole and its components, requirements for technical documentation.
The standards establish the following four stages of development of automated control system projects:
1. Feasibility study (TES).
2. Technical specifications (TOR).
3. Technical design (TP).
4. Working documentation (WD).
Instead of the TD and RD stages, it is allowed to develop an automated control system in one stage, “Technical Detailed Design” (TDP). The TRP stage is performed in cases of using standard ACS designs or when re-using economical individual projects.
The transition to the use of advanced technology is an innovative stage in the development of Russian industrial production, which strives to achieve extremely high performance of both used and new designed equipment. This is done in order to minimize any loss in production performance. The use of automated process control systems (APCS) is the only condition for the existence of high quality management and control of industrial facilities.
APCS is a single system solution that will provide you with automation of the main tasks and processes in production and its individual sections. The very concept of “automated” explains the need for the participation of the human factor in individual operations to further maintain control over the process.
Designing an automated process control system is a focused process of increasing the productivity of all industrial enterprises, the quality of manufactured products and safety at the facility. Also, the automated process control system additionally ensures the latest quality in the administration of production processes. This is always relevant for any modern enterprise. The need for automated process control systems appears when technological processes are characterized by increased complexity and the inadmissibility of failures that will lead to significant material losses. Exceptionally competent design of automated process control systems significantly reduces the likelihood of extraneous influence of the human factor on the entire operation of the enterprise. One of the main and mandatory functions is archiving. After all, it is very important to be able to analyze the operation of systems for global analysis during slow, lengthy processes.
The structure of the automated process control system, which operates as a unified operator control system, includes:
- one or more control panels;
- special means of collecting, transporting, processing and archiving information about the progress of the production process;
- standard equipment: controllers, sensors and other automation equipment;
- industrial networks used for information communication of subsystems;
The automated process control system diagnostics system monitors the condition of all components in production, thereby increasing the quality and service life of mechanisms and machines. In turn, the development and implementation of automated process control systems are interconnected processes, including the design of automated process control systems, software, dispatch, and programming of controllers.
Highly qualified specialists of FLEX CONTROLS LLC provide you with a complete integrated design of process control systems, developing a unique package of design and technical documentation for all automated control systems, as well as systems for collecting and transporting various information for the needs of any industry. At the same time, our specialists provide individual supervision at the stages of installation of the facility and during its commissioning.
Our Company offers you qualified and effective solutions that are sure to bring concrete practical results that increase the productivity factor. Leading specialists of our company have extensive experience in the creation and implementation of automated process control systems at various enterprises of the chemical and petrochemical industries.
The project group of Mosproekt-Engineering LLC is engaged in design of complete transformer substations and transformer substations in strict accordance with regulatory requirements and customer wishes.
We are pleased to offer you transformer substation projects following types such as:
- KTP kiosk substations - are intended primarily for use in rural settlements, small agricultural complexes, small enterprises, etc.
- complete transformer substations for outdoor installation KTPN- successfully used in industrial zones, agricultural facilities and populated areas.
KTPN is a metal frame structure made to a high degree of readiness. Such substations have 1-2 transformers and in addition can be equipped with a service corridor.
KTPN- a very versatile type of transformer, easy to operate and maintain, however, it should not be installed in areas of high vibration (construction sites, factory areas with vibration sources, transport facilities, etc.), in addition, it is not recommended to use KTPN at some chemical plants , due to exposure to caustic vapors and gases. In other cases, KTPN is used with great success.
- modular complete transformer substations BKTP - are used in urban and industrial electrical networks, power supply systems of transport enterprises, and are also often applicable for the purpose of power supply to private residential sectors with a large number of electricity consumers.
BKTP- completely manufactured in the factory, delivered to the site in the form of a single structure or in separate blocks.
BKTP made, as a rule, of concrete or sandwich panels;
- complete transformer substations for indoor installation KTP-V - are used inside retail and office premises, warehouse complexes, industrial buildings, if such a possibility is provided for in the design documentation of the engineering structure;
- Block-modular complete transformer substations (BM KTP) - are used almost everywhere, usually in cases where it is necessary to quickly install a transformer substation. BM KTP is a completely finished unit, the body of which is usually made of metal. This type of substation is used in oil and gas fields, pumping stations, transport industry facilities and many others. BM KTP is very convenient to use on large construction sites where it is installed temporarily;
- distribution transformer substations RTP- designed for receiving and distributing electrical energy;
Block distribution transformer substations BRTP are completely manufactured at the factory and are intended for the same purposes as RTP.
Mosproekt-Engineering LLC specialists design transformer and distribution substations according to customer requirements. We begin design from the moment the customer provides the technical specifications and technical conditions. During the design process we take into account the latest technical developments in the energy industry, which allows us to design the most modern transformer and distribution substations. Depending on the wishes of the customer, we provide for the possibility of using various equipment, both domestically produced and imported, in our package transformer substations and relay transformers.
Let's talk about the requirements for the design of transformer and distribution substations operating with a voltage of 10 kV
 It is known that a 10/0.4 kV substation should be located as follows:
It is known that a 10/0.4 kV substation should be located as follows:
- in dry and flood-free places where groundwater should not appear above the lower part of the substation foundation;
- in a convenient place for service, with the possibility of access by specialists. equipment and delivery of equipment;
- convenient approaches to the substation of linear objects such as overhead power lines, cable lines, and communication channels must be provided;
- the substation should be located as close as possible to the electrical load center (ELC), and ideally, in the LLC itself - at the point at which the dispersion of electricity consumers in the power supply system is least significant.
The organization of power supply to household consumers and production facilities is carried out, if possible, from different sections of the substation or from different substations altogether.
Substations should not be located on the territories of kindergartens, schools, other facilities intended for children or in the immediate vicinity of such facilities if the substations have air inputs.
For each substation, designers choose their own design, depending on:
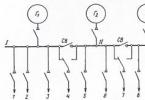
Network infrastructure consisting of lines with a voltage of 35-110 kV, according to the diagrams
their development;
- regional conditions;
- results of feasibility studies for the development of 10 kV network infrastructure, restoration and technical renewal.
The schemes are subject to clarification in the design documentation (detailed design) in relation to the power supply of specific facilities.
Connection diagrams for 10/0.4 kV transformer substations to sources of E.M.F. are selected on the principle of comparing the economic indicators of various options, in accordance with the category of electrical energy receivers.
For 10/0.4 kV substations that supply power consumers of the second group with a rated power of 120 kW and above, it is necessary to provide two-way power supply. It is quite acceptable to connect such a substation with a tap from the 10 kV main line if the following conditions are met:
- consumer of the second group with a rated power below 120 kW;
- the length of the tap is up to 500 linear meters, no more;
- the tap must be sectioned at the outlet point with delimiters, on both sides.
Most often, 10/0.4 kV substations designed with one transformer.
In other cases, substations with two or even four transformers are designed. A substation with two transformers is designed in cases where power supply is provided to consumers belonging to the first category and consumers belonging to the second category, but does not interrupt electricity consumption for more than half an hour or with a rated power of 250 kW and above.
If we talk about substations with two transformers, it is advisable to equip them with a system for automatically connecting a backup power supply on 10 kV buses.
In this case, the following mandatory conditions must be met:
The presence of electrical receivers corresponding to the first and second categories;
- the substation must have two power sources independent from each other;
- when one of the two 10 kV mains supplying the substation is turned off, the power supply to one power transformer is lost.
Taking into account the above, electrical receivers of the first category should be equipped with automated backup systems directly at the introduction of 0.4 kV receivers.
In what cases is a closed 10/0.4 kV substation used:
In regions with a lot of precipitation, for example, if a lot of snow falls in winter and the thickness of its cover is 2 meters or more;
- in places where the level of air pollution corresponds to category 3 or more;
- in cold climates where the air temperature is extreme
(-40°C and below);
- in cities, in enterprises, in the transport industry and in other places with dense buildings;
- in cases of energy supply to consumption facilities belonging to the first category with a total design capacity of 200 kV and above;
- if more than two 10 kV electrical lines are connected to electric current distributors with a voltage of 10 kV.
Ideally, when design of 10/0.4 kV substations Inputs for electrical lines with a voltage of 10 kV are provided as overhead ones. However, electrical mains are very often made using underground cables, for example:
- if the substation is located in dense buildings, in places where the electrical network is implemented in the form of underground cable lines;
- in areas where children gather, such as kindergartens, schoolyards, recreation centers, sports complexes and others;
- at facilities with a special regime, such as defense, industrial, transport facilities, etc.;
- if the design of the station for some reason is not designed for the use of air inputs of electric mains, that is, if the input of mains can only be implemented using cables;
- if, for one reason or another, it is impossible to connect the overhead power line directly to the substation, that is, when the approaches to the substation for the overhead line are closed;
- if a feasibility study shows the feasibility of using cable glands in a number of other cases.
Most often, when designing power supply, tap switching systems without excitation (PBB) are installed in 10/0.4 kV transformers to balance the voltage.
To provide electricity to the population of relatively small settlements and small agricultural facilities, 10/0.4 kV transformer installations are often used with a maximum load not exceeding 160 kW. It is worth noting that in such cases it is advisable to use winding patterns of the “zigzag-star” type, in which the winding neutral of 0.4 kV is highlighted.

In fact, above we have presented only superficial and approximate information regarding transformer and distribution substations. For detailed information, you can contact our designers.
Contact Mosproekt-Engineering LLC for the design of transformer and distribution substations!
Design of transformer substations TP, KTP, BKTP, KTPN - this is our specialty!
The design department of the GRIN EFFECT company provides a full range of services for design of automated process control systems.
Development of the concept of automated process control systems
This stage is of key importance for the successful implementation of the entire project in order to ensure optimal operation of the automated process control system during the period of greatest activity. During the pre-project examination, our company’s specialists determine the areas of work in accordance with the business objectives of the customer’s company and a list of engineering solutions for the implementation of automated process control systems. At this stage, the current business situation of the customer is studied, hidden reserves are identified, the load capacity and content of existing equipment are assessed, running technological processes and business directions are studied. Concept development allows not only to build an effective process control system, but will also allow timely identification of risks, elimination of unproductive expenses and adjustment of development plans.Design of automated process control systems
Design of automated process control systems is carried out in accordance with Decree of the Government of the Russian Federation dated February 16, 2008 No. 87 “On the composition of sections of design documentation and requirements for their content”, regional building codes and technical specifications requirements.When designing automated process control systems, the requirements of existing legislation and regulatory documents on ecology, labor protection and fire safety are taken into account.
Levels of design of automated process control systems
Pre-project survey
The purpose of the pre-project survey is to determine a set of measures and develop technical proposals taking into account the generated standard solutions. Based on the results of the survey, our design engineers will help the Customer develop a competent technical specification (TOR) for the design of an automated process control system.Technical specifications (TOR) of automated process control systems
Customer requirements form the basis technical specifications (TOR) of automated process control systems and are the primary document from which work on creating an automated process control system begins. In addition to technical requirements, at the first stages of work on designing an automated process control system, data obtained during the pre-design survey is used as initial information. Any design begins with a correctly written technical specification approved by the customer. The terms of design and the selection of the necessary equipment for the construction of automated process control systems, described in the technical specifications, depend on a well-written technical specification.APCS project (stage “P”)
A well-developed concept of a future automated process control system and technical specifications provide the basis for the creation of an automated process control system project - a single set of solutions designed to ensure the specified operating mode of the automated process control system. The APCS project determines the composition of the equipment, the first idea of the project budget and implementation time, as well as a number of other parameters that will facilitate the selection of specific solutions.At this stage of designing an automated process control system, the basic principles of operation of all systems, as well as solutions to specific problems and wishes of the Customer are worked out. APCS design documentation consists of text and graphic materials that define space-planning, design and technical solutions for the construction or reconstruction of automated process control systems.
The process control system project is focused on using the most efficient and well-proven equipment and component materials. Competent design means high speed of construction work and maintenance of automated process control systems. Error-free project calculation – minimizing equipment costs.
Detailed documentation of the automated process control system (stage "RD")
The next stage is developing working documentation (DD) of automated process control systems, which is used during the construction phase. It is at this stage that the resource intensity of the process of obtaining capacity, the volume of construction and installation work, the amount of necessary equipment and materials, and therefore the final budget of the project are determined.The RD is developed after approval of the previous design stage. The purpose of the work at the "RD" stage is to prepare accurate drawings, diagrams and tables that will guide installers when carrying out work on creating an automated process control system. Detailed documentation provides detailed linking of the components of all systems to the object. The RD contains drawings, tables of connections and connections, plans for the location of equipment and wiring and other documents.